

5.4 Обоснование заготовок для получения деталей
Прежде всего, дают характеристику конфигурации детали, указывают ее массу, материал, масштаб производства, размеры, точность и качество поверхности детали.
При обосновании заготовок необходимо раскрыть следующие вопросы:
а)описать возможные варианты производства заготовок и обосновать выбранный метод получения заготовок, причем выбор того или иного вида заготовок (поковка, штамповка, прокат, отливка при штамповке по металлическим моделям, в кокилях); дать краткое технико-экономическое обоснование. Метод получения заготовок имеет большое значение, поскольку от него зависит экономичность процесса механической обработки, расход материала, трудоемкость изделия, себестоимость изготовления изделия;
б) выбрать величину общего припуска на механическую обработку на поверхностях заготовок;
в) произвести выбор допусков на размеры заготовок;
г) определить размеры заготовок с учетом размеров деталей, припусков на механическую обработку, допусков на размеры заготовок;
д) определить массу заготовки по объему элементов заготовки;
е) привести чертеж заготовки; на чертеже положение заготовки должно быть таким, какое она будет занимать в процессе изготовления.
При характеристике заготовки учитывают также коэффициенты использования материалов для получения заготовки, готового изделия и общий коэффициент использования материала. Коэффициент использования материала определяют как отношение массы готового изделия к массе заготовки.
Следует отметить, что чем больше размер и форма готовой детали, тем меньше затрачивается при обработке материала времени и средств.
По коэффициенту использования материала можно дать оценку эффективности применения заготовки. Уменьшение расхода металла (кг) на заготовку, программу позволяет снизить затраты на материалы. Расчет количества металла, требуемого в год, ведут путем умножения массы заготовки на годовую программу.
Далее определяют припуски на механическую обработку с помощью табличного или расчетно-аналитического методов.
5.5 Определение припусков на механическую обработку
При использовании табличного метода выбор припусков ведут по справочникам. Выбор общих припусков на механическую обработку устанавливает маршрут обработки по каждой поверхности. Припуски для каждой операции, определяемые по справочникам, заносят в табл. 18.
Таблица 18
Межоперационные и общие размеры заготовки, мм
Наименование операций |
Расчетные величины |
Литература |
||
Припуск |
Окончательный размер |
Допуск на предварительную обработку |
||
Поверхность А |
|
|
|
|
1. Чистовое точение |
|
|
|
|
2. Черновое точение |
|
|
|
|
Выбор допусков и посадок на размеры осуществляется с помощью ГОСТов на все размеры обрабатываемых деталей.
Окончательные размеры заготовки получаются на основе составления межоперационных размеров и общих размеров заготовки.
Расчетно-аналитический метод определения припусков на обработку используют для определения припусков на 1 - 3 обрабатываемых поверхностях. На остальных поверхностях припуски берутся по нормативам с использованием коэффициента приведения.
Припуски на обработку измеряются по нормам к обработанной поверхности и задаются в миллиметрах на сторону. При обработке поверхностей вращения, а также при одновременной обработке параллельных плоскостей припуски задаются на диаметр или толщину, то есть на обе стороны. На каждый переход или операцию технологического процесса механической обработки определяются как минимальные припуски, так и максимальные.
В общем виде формула для расчета припусков имеет вид:
Дждет - наименьший диаметр детали; Дн0Мзаг - номинальный диаметр заготовки. Далее рассчитывают коэффициент приведения с помощью выражения:
где Z - табличный припуск на сторону; для всех случаев максимальный припуск на сторону находят по выражению:
![]()
Следует отметить, что для заготовок верхнее и нижнее отклонение допуска определяет по ГОСТам.
Используя коэффициент приведения, находят для других поверхностей припуски обрабатываемой детали. Для этого припуски, взятые из справочников, умножают на коэффициент приведения. Схемы расположения припусков и допусков представлены на рис. 3 и 4.
В процессе расчета припусков на обработку следует придерживаться следующей последовательности:
а) в зависимости от заданной точности и чистоты обрабатываемой поверхности устанавливают необходимое количество технологических операций или переходов для достижения требуемого размера детали;
б) определяют наибольшую и наименьшую величину припуска на каждый технологический переход и выбирают по таблицам допуск на каждый технологический переход;
в) находят значения предельных размеров детали (наибольший и наименьший), а также заготовки по всем технологическим переходам;
г) определяют номинальный размер заготовки;
д) определяют номинальный припуск на заготовку и коэффициент приведения;
е) строят схему расположения припусков и допусков по всем технологическим переходам;
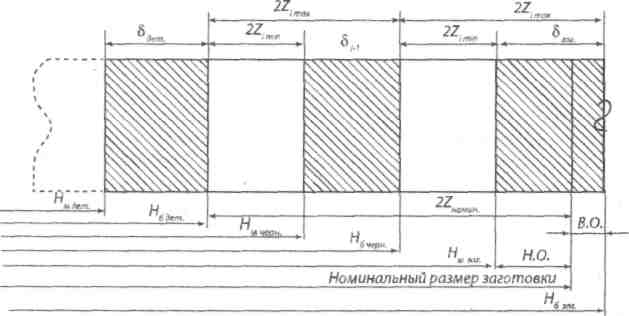
Рис. 3. Схема расположения межоперационных припусков и допусков на наружную поверхность
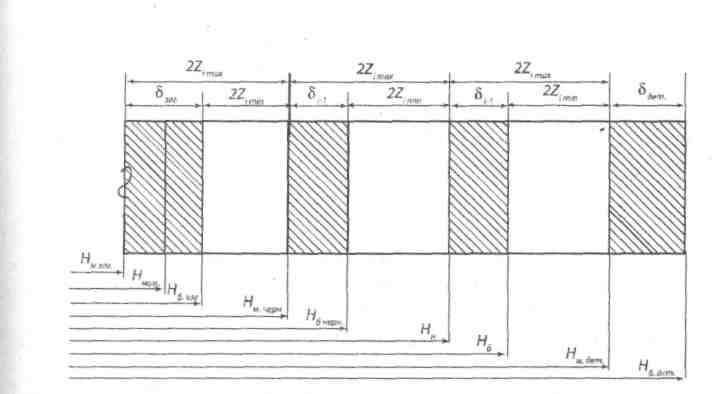
Рис. 4. Схема расположения припусков и допусков на отверстие
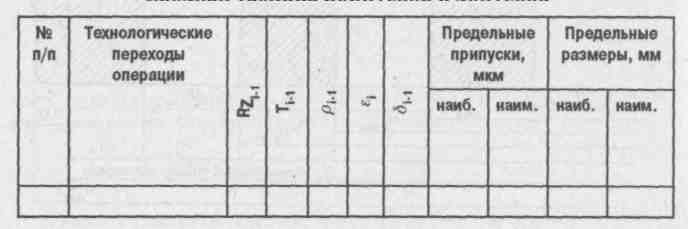
ж) все данные расчета припусков и допусков по всем технологическим переходам от заготовки до готовой детали заносят в табл. 19.
Таблица 19
Сводная таблица припусков и допусков
з) для проверки правильности произведенных расчетов припусков и допусков должно выполняться равенство:
![]()
где п - число операций или переходов на рассчитываемую поверхность. Следует помнить, что допуск на обработанную поверхность по чертежу не учитывается.