

2. Основы проектирования технологичных литых изделии
2.1. Общие технологические требования
Под технологичностью понимают совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ.
Существуют количественные и качественные методы-оценки технологичности [3]. К количественным показателям технологичности относят материалоемкость, трудоемкость, технологическую себестоимость, энергоемкость и др.
При выполнении курсовой работы достаточно воспользоваться качественной оценкой технологичности путем анализа соответствия конструкции изделия основным требованиям технологии производства отливок. Качественная оценка, основанная на инженерно-визуальных методах, предшествует количественной оценке. Далее приводятся основные требования по разработке технологичных конструкций отливок, получаемых в разовых песчаных формах. При использовании других способов литья необходимо учесть дополнительные особенности технологии. Рекомендации излагаются в предположении, что студенты уже изучили основы технологических процессов литейного производства [4].
Литейное производство обеспечивает получение очень сложных по форме отливок, практически любых габаритных размеров. Однако с целью упрощения технологии и снижения себестоимости следует проектировать детали компактными. В ряде случаев вместо цельнолитых деталей лучше предусматривать сборочные единицы, используя сварные, болтовые, фланцевые и другие соединения деталей (рис. 1, а, б).
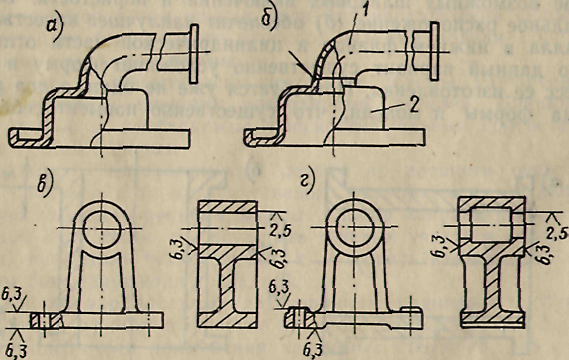
Рис. 1. Разработка технологичных изделий путем использования сварного соединения (а, б) и сокращения объема механической обработки (в, г).
Расчленение деталей является также необходимым при наличии замкнутых внутренних полостей. Конструкция детали должна обеспечивать наименьшее число и площадь обрабатываемых поверхностей, поскольку механическая обработка является трудоемкой и снимает наиболее прочные поверхностные слои металла. Поэтому опорные поверхности не проектируют сплошными, около отверстий предусматривают местные выступы (бобышки), которые уменьшают протяженность сопрягаемых поверхностей (рис. I, в, г). Крайне нежелательно наличие двусторонней обработки, что приводит к резкому увеличению толщины стенки на отливке.
Важным моментом в деятельности конструктора и технолога является выбор положения отливки в форме при заливке металла. От этого зависят качество отливки, ее работоспособность, а также затраты труда в литейном цехе.
Наиболее качественными и прочными бывают нижние и боковые (вертикальные) участки отливки. В верхних участках меньше плотность металла, сюда же всплывают шлаковые включения, частицы формовочной смеси, газовые включения и здесь же формируются усадочные раковины и поры вследствие усадки сплава.
Р ассмотрим
возможные положения отливки в форме
для стального
барабана (рис. 2). Горизонтальное
расположение отливки
в форме (а) обеспечивает простое устройство
формы при одном ее разъеме. В этом
случае отливка будет более
точной по форме и размерам и дешевой.
Однако цилиндрическая
часть отливки окажется менее надежной
вследствие
возможных шлаковых включений и пористости.
Вертикальное расположение (б) обеспечит
наилучшее качество металла
в нижнем фланце и цилиндрической части
отливки. Но
данный вариант существенно усложняет
форму и процесс
ее изготовления. Потребуется уже не
один, а два разъема
формы и модели, что существенно повысит
себестоимость отливки
и снизит ее точность в результате
дополнительного
смещения частей формы при сборке.
ассмотрим
возможные положения отливки в форме
для стального
барабана (рис. 2). Горизонтальное
расположение отливки
в форме (а) обеспечивает простое устройство
формы при одном ее разъеме. В этом
случае отливка будет более
точной по форме и размерам и дешевой.
Однако цилиндрическая
часть отливки окажется менее надежной
вследствие
возможных шлаковых включений и пористости.
Вертикальное расположение (б) обеспечит
наилучшее качество металла
в нижнем фланце и цилиндрической части
отливки. Но
данный вариант существенно усложняет
форму и процесс
ее изготовления. Потребуется уже не
один, а два разъема
формы и модели, что существенно повысит
себестоимость отливки
и снизит ее точность в результате
дополнительного
смещения частей формы при сборке.
а





 )
б)
В
)
б)
В




 М
Ф
М
Ф
 В
Н
В
Н
 М
Ф
М
Ф
Н В
 М
Ф
М
Ф
Н
Рис. 2. Положение отливки в форме с одним (а) и двумя (б) разъемами модели и формы
При выборе положения отливки необходимо стремиться к упрощению литейной формы путем уменьшения количества разъемов формы и модели (до одного), но при этом нужно реально оценивать наличие возможных дефектов в верхних участках отливки. Кроме того, положение отливки определяет характер затвердевания (одновременное или направленное, о чем будет сказано ниже). Желательно располагать отливку в одной части формы с целью повышения точности размеров. Разъем формы должен быть, как правило, плоским. При машинной формовке необходимо обеспечить один разъем формы, поскольку поточная линия обычно содержит две формовочные машины — одну для нижней, а другую — для верхней части формы.