

5.4. Порядок выполнения работы
Работа выполняется в следующем порядке:
• осмотреть контролируемый образец;
• подготовить контролируемую поверхность (шероховатость поверхности должна соответствовать чувствительности контроля (табл. 5.1), поверхность контроля должна быть очищена от следов коррозии, шлака, следов жиров, масел и др. загрязнений);
• проверить качество дефектоскопических материалов на стандартном образце;
• намагнитить образец с помощью электромагнита или соленоида по указанной схеме, включив намагничивающее устройство (рис. 5.4):
– нанести магнитную суспензию путем распыления из аэрозольного баллона;
– выключить намагничивающее устройство;
– провести визуальный осмотр контролируемой поверхности;
– с помощью средств контроля провести измерение обнаруженного дефекта (линейные размеры, протяженность);
– провести размагничивание образца;
– оценить качество образца (табл. 5.2);
– оформить дефектограмму (эскиз образца с изображением дефектов).
а)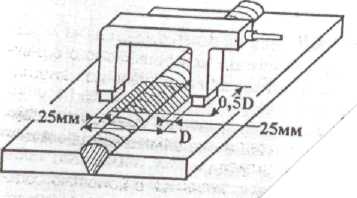

Рис. 5.4. Схема намагничивания:
а – с помощью электромагнита; б – с помощью соленоида
5.5. Выводы
По результатам работы делаются выводы.
При проведении МПК в образце обнаружены следующие дефекты: ____________________________________
Дается заключение о качестве образца:
а) удовлетворительное;
б) неудовлетворительное.
Библиографический список
1. Неразрушающий контроль: справочник. В 7 т. / под ред.
В.В. Клюева. – М.: Машиностроение, 2004 – 1925 с.
2. ГОСТ 23479 – 79. Контроль неразрушающий. Методы оптического вида. Общие требования / Государственный комитет СССР по стандартам. – М.: Изд-во стандартов, 1985. – 9 с.
3. ГОСТ 14782 – 86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые / Государственный комитет СССР по стандартам. – М.: Изд-во стандартов, 1987. – 37 с.
4. ГОСТ 7512 – 82. Контроль неразрушающий. Соединения сварные. Радиографический метод / Государственный комитет СССР по стандартам. – М.: Издательство стандартов, 1988. – 31 с.
5. ГОСТ 18442 – 80. Контроль неразрушающий. Капиллярные методы. Общие требования / Государственный комитет СССР по стандартам. – М.: Изд-во стандартов, 1987. – 24 с.
6. ГОСТ 21105 – 87. Контроль неразрушающий. Магнитопорошковый метод. / Государственный комитет СССР по стандартам. – М.: ИПК Изд-во стандартов, 2003. – 13 с.
7. ГОСТ 5264 – 80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры / Государственный комитет СССР по стандартам. – М.: Изд-во стандартов, 1993. – 58 с.
8. РД 03-606-03. Инструкция по визуальному и измерительному контролю / ЗАО НТЦ ПБ. – М.: Полимедиа, 2010. – 101 с.
9. РД РОСЭК – 001 – 96. Машины грузоподъемные. Конструкции металлические. Контроль ультразвуковой. Основные положения. / НАЦ РосЭК. – М.: 1996. – 62 с.
10. РД РОСЭК – 01 – 002 – 96. Машины грузоподъемные. Конструкции металлические. Контроль радиационный. Основные положения / НАЦ РосЭК. – М.: 1998. – 43 с.
11. РД РОСЭК – 004 – 97. Машины грузоподъемные. Контроль капиллярный. Основные положения / НАЦ РосЭК. – М.: 1998. – 32 с.
12. РД РОСЭК – 003 – 97. Машины грузоподъемные. Контроль магнитопорошковый. Основные положения / НАЦ РосЭК. – М, 1998. – 49 с.
13. Правила устройства и безопасной эксплуатации грузоподъемных кранов / Госгортехнадзор России. – М.: Машиностроение, 2000. – 126 с.
14. Правила устройства и безопасной эксплуатации паровых и водогрейных котлов / Госгортехнадзор России. – М.: НПО ОБТ, 1997. – 138 с.