

2.3.4. Конвекционный нагрев
В печах конвекционной пайки или оплавления в качестве нагревателей используют мощные калориферы, но могут использовать и ИК-излучатели. Тепло в этих печах переносится преимущественно за счет принудительного движения газовой среды встроенными вентиляционными системами. Потоки горячего газа (чаще азота, возможно воздуха) более равномерно прогревают изделия снимают температурные
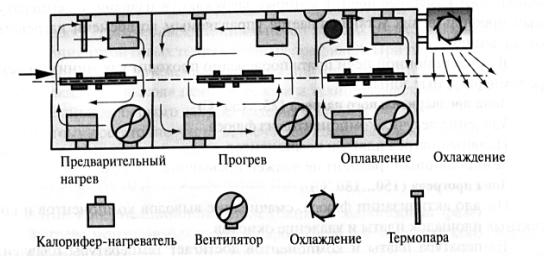
Рис. 2.8. Конвейерная печь с конвекционным нагревом
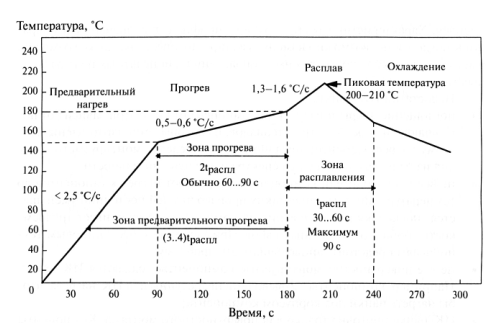
Рис. 2.9. Термопрофиль печи конвекционного типа
перепады и, что самое главное, позволяют более эффективно управлять температурным профилем в печи. В серийном производстве используют конвейерные печи типа показанной на рис. 2.8. В них температурный профиль распределяется в пространстве печи от одной зоны к другой, и изделия последовательно проходит эту череду зон, принимая соответствующие температуры, как показано на рис. 2.9. Эти печи занимают большие производственные площади, потребляют значительную энергию для нагрева рабочей среды. Поэтому в прототипном производстве используют камерные печи, в которые загружаются изделия, и температурный профиль в них устанавливается управляемым во времени нагревом и охлаждением.
В конвекционной печи плата поочередно проходит как минимум четыре температурные зоны:
Зона предварительного нагрева (25. ..150 С)
Удаление летучих компонентов из флюса.
Плавный нагрев платы и компонентов.
Температурный градиент не должен превышать 2,5 °С/с.
Зона прогрева (150... 180 °С)
Начало активизации флюса, смачивание выводов компонентов и контактных площадок платы и удаление окислов.
Температура платы и компонентов достигает температуры плавления припоя.
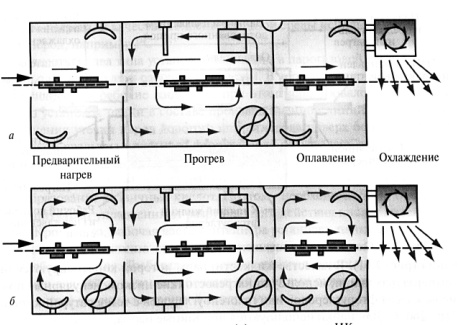
Рис. 2.10. Печь инракрасного нагрева (а) и смешанного: ИК и конвекционного нагрева (б)
Уравновешивается температура компонентов разной массы и размеров. Активированный флюс защищает паяемые поверхности от окисления.
Зона расплавления припоя — пайки (200...210 °С)
Оплавление паяльной пасты.
Активированный флюс снижает поверхностное натяжение паяльной пасты и повышает смачиваемость паяемых поверхностей.
Зона охлаждения (30...50 °С)
Плавное снижение температуры для равномерного охлаждения компонентов и платы.
К недостаткам конвекционных печей можно отнести большой цикл установления устойчивых температурных профилей. При перерывах в работе (односменный или двусменный режим) приходится считаться с необходимостью ожидания выхода печи на режим и технологического тестирования качества пайки до первого запуска изделия на пайку.
Поэтому достаточно часто встречается комбинация конвекционного и ИК-нагрева, как это показано на рис. 2.10.
2.3.5. Конденсационная пайка
Технология конденсационной пайки (пайки в парогазовой фазе) основана на нагреве монтируемых узлов в парофазной среде за счет конденсации пара рабочей жидкости на холодной поверхности монтируемого изделия. Жидкости конденсируются на плате, отдавая скрытую теплоту парообразования (рис. 2.11).

Рис. 2.11. Схема конденсационного нагрева
В качестве жидкости, пары которой конденсируются при температурах пайки, используют нагревостойкие низкомолекулярные поли¬меры класса фторуглеродов или галогеноуглеродов с температурой кипения 210...260 °С. Для пайки используются припойные пасты.
Этот метод пайки обеспечивает самый «мягкий» нагрев в сопоставлении со всеми другими методами нагрева. В данном случае «мягкая» пайка означает почти полное отсутствие температурных градиентов по поверхности монтируемого изделия и компонентов и полную невозможность перегрева, поскольку температура нагрева не может быть выше температуры кипения (конденсации) рабочей жидкости. Для нее не требуется подбор температурного профиля: все компоненты и плата прогреваются равномерно. Так как воздух из зоны пайки вытесняется инертным фторуглеродным паром, пайка производится практически в бескислородной среде. Поэтому можно использовать слабоактивированные флюсы. После пайки не требуется операция отмывки, так как конденсирующиеся на поверхности плат пары рабочей жидкости смывают все остатки флюса и загрязнения.
Все это обусловило ее преимущественное применение в условиях мелкосерийного многономенклатурного производства. Недостатком пайки в паровой фазе является большой расход рабочей жидкости, что сказывается на себестоимости изделий.
Повышение температуры платы от ее начальной температуры (например, окружающей среды перед пайкой) до температуры расплавления припоя осуществляется очень быстро и не поддается регулированию. Поэтому целесообразен предварительный подогрев платы с компонентами для уменьшения термических напряжений в компонентах и местах их контактов с платой. Температура нагрева припоя также не регулируется и равна температуре кипения используемой при пайке жидкости. Ванна с парофазным нагревом встраивается в конвейерную линию, как правило, с модулем предварительного ИК-нагрева. В качестве конденсационной среды используют инертный фторуглерод, например РС-70.
Существует два типа установок для пайки в парогазовой фазе: с применением одной либо двух рабочих жидкостей. В первых установках для пайки применялись две рабочие жидкости, при этом использовалось обычно несколько установок пайки в составе производственной линии. С целью предотвращения утечки паров дорогого фторуглерода поверх основной технологической среды из инертного фторуглерода создавалась дополнительная технологическая среда из более дешевого фреона. Основной недостаток этих установок состоял в том, что на границе двух технологических сред происходило образование различных кислот. Поэтому необходимо было обеспечивать защиту плат управления от разрушающего действия кислот на материал платы. Кроме того, рабочая часть контейнера установки пайки должна изготовляться из коррозионно-стойкого материала, что отражается на стоимости такого оборудования. Требовались системы нейтрализации кислот. Поэтому установки для пайки с двумя рабочими жидкостями оказались малопригод-ны для линий сборки электронной аппаратуры.
Позже стали выпускаться установки для конденсационной пайки, встраиваемые в технологические сборочно-монтажные линии. Такие установки имеют относительно небольшие входные и выходные шлюзы, позволяющие уменьшить утечку среды и реализовать систему с одной технологической средой. Показанная схематично на рис. 2.11 конструкция обеспечивает возможность включения установки в состав технологической линии.