

Глава 6 технология сборки и монтажа
ЭЛЕКТРОННЫХ МОДУЛЕЙ
Современные технологии сборки и монтажа основаны преимущественно на принципах установки и пайки компонентов на поверхность (рис. 6.1, а). Теперь все понимают, о чем идет речь, когда технологию поверхностного монтажа коротко обозначают аббревиатурой SMT (Surface Mounted Technology). Компоненты, предназначенные для SMT-технологий, обозначаются аббревиатурой SMD (Surface Mounted Device). В отличие от прежних технологий (рис. 6.1, б) монтажа выводов компонентов в металлизированные отверстия (РТН — Plated Through Hole), поверхностный монтаж позволяет достичь большей степени автоматизации, более высокой плотности монтажа, уменьшить объем, снизить стоимость работ и повысить технические характеристики изделий. Объем (соответственно и масса) SMD-компонентов гораздо меньше, чем у РТН-компонентов (рис. 6.2) с разницей вплоть до 90%.
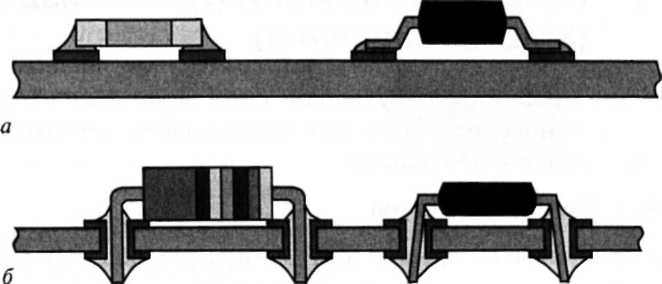
Рис. 6.1. Схемы установки и монтажа компонентов на печатные платы: а - поверхностный монтаж (SMT-монтаж); б — монтаж выводов в отверстия (РТН-монтаж)
Расширяющиеся или вновь создающиеся производства электронных модулей встают перед вопросом выбора оптимальной конфигурации технологической линии: модулей сборки (установки электронных компонентов), пайки, контроля, исправления производственных дефектов, сертификации производства. Естественно при этом выборе использовать известные критерии оптимизации: максимальная производительность, минимальные капитальные вложения, возможность быстрой перенастройки линии при переходе с одного типа модуля на другой, способность реализации модулейс разнообразными схемами сборки, технологическое обеспечение качества и надежности.
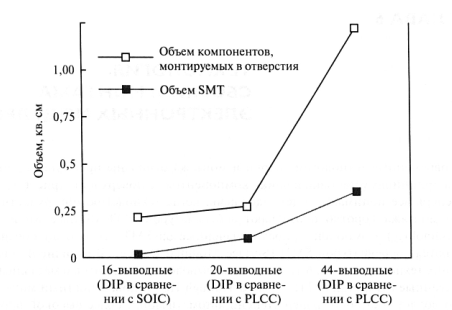
Рис. 6.2. Сравнение объемов SMT и РТН-компонентов [ 1 ]
6.1. Поверхностно монтируемые изделия (smd-компоненты)
Применительно к поверхностному монтажу существуют почти все типы компонентов: конденсаторы, резисторы, транзисторы, диоды, катушки индуктивности, интегральные схемы и разъемы.
6.1.1. Чип-резисторы
Чип-резистор — наиболее простой SMD-компонент (рис. 6.3). Он состоит из прямоугольной керамической подложки с торцами, металлизированными обычно покрытием серебро-палладий (Ag-Pd). Резистивная паста, как правило, на основе диоксида рутения (Ru02) по толстопленочной технологии наносится через трафарет между выводами и подвергается обжигу. Далее резистивная пленка покрывается защитной свинцово-боросиликатной стеклянной пленкой. Барьерный подслой никеля обычно используется для предотвращения потери паяемости в случае растворения металлизации Pd-Ag. Торцы облуживаются припоями олово-свинец или олово-свинец-серебро, чтобы гарантировать долговременное сохранение паяемости. Наиболее широко используются компоненты с типоразмерами 1206 (0,120 дюйма (длина) х 0,060 дюйма (ширина) и 0805. Расширяется применение чип-компонентов 0603 и 0201. В настоящее время наименьший типоразмер — 01005, такие компоненты нашли применение в слуховых аппаратах и мобильных телефонах.
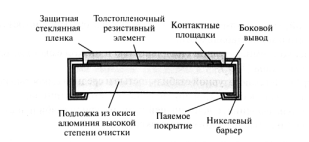
Рис. 6.3. Чип-резистор