

2.3.2.5. Охлаждение
Необходимо избегать резкого охлаждения паяных узлов, чтобы не возникло термомеханических напряжений, источниками которых является значительная разница в линейном расширении материалов печатной платы и металлических компонентов паяного узла.
2.3.2.6. Особенности пайки волной припоя
При пайке волной припоя возникло множество проблем, связанных с конструкцией плат и с особенностями процесса пайки: непропаи и отсутствие галтелей припоя из-за эффекта затенения выводов компонента другими компонентами, преграждающими доступ волны припоя к соответствующим контактным площадкам. Совершенствование конструкций плат оказалось недостаточным для обеспечения устойчивого качества пайки. Потребовалось ввести вторую волну припоя. Первая волна исходит из сопла под большим давлением. Однако после нее все же остаются перемычки припоя. Вторая волна разрушает эти перемычки. Для этого ее поток делают более пологой ламинарной волной с малой скоростью истечения (рис. 2.4).
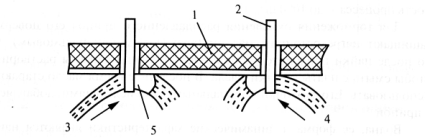
Рис. 2.4. Образование и устранение теней при пайке волной припоя: 1 – плата с монтажными отверстиями; 2 – штыревой вывод компонента; 3 – попутная струя волны; 4 – встречная струя волны; 5 - затенение
Для обеспечения эффективности пайки все параметры каждой волны должны быть регулируемыми. Поэтому установки для пайки двойной волной должны иметь отдельные насосы, сопла, а также блоки управления для каждой волны. Установки для пайки двойной волной рекомендуется приобретать вместе с воздушным ножом как дополнительным средством для разрушения перемычек из припоя.
Пайка двойной волной припоя применяется для коммутационных плат с пайкой в отверстия выводов компонентов на лицевой стороне и поверхностно монтируемыми компонентами (чипами и транзисторами) на обратной стороне.
Некоторые компоненты на обратной стороне омываются горячим припоем и могут быть повреждены во время пайки. Поэтому необходимы некоторые меры предосторожности: по крайней мере, применять поверхностно монтируемые компоненты, нечувствительные к тепловому воздействию.
Хорошо разнесенные, не загораживающие друг друга компоненты способствуют доставке припоя к каждой галтели каждого компонента. Но если для этого разносить компоненты, снижается плотность монтажа. При высокой плотности монтажа, которую позволяет реализовать поверхностный монтаж, пайка волной не обеспечивает устойчивость пропая поверхностно монтируемых компонентов, по крайней мере — с четырехсторонней разводкой выводов. Чтобы уменьшить эффект затенения, такие компоненты следует размещать перпендикулярно направлению движения волны. Трудно паять волной припоя транзисторы в корпусах типа 50Т-89, поскольку они имеют довольно массивный центральный вывод, что затрудняет его равномерное смачивание и растекание припоя по всей поверхности вывода.
В итоге можно сформулировать ограничения при использовании пайки волной припоя, обусловленные ее недостатками:
• мощный термоудар для платы и поверхностно-монтируемых компонентов;
• наличие «теневого» эффекта при пайке поверхностно-монтируемых компонентов (непропаи);
• большое количество дефектов паек при малом расстоянии между монтажными элементами.