

6.1.2. Резисторы melf
Р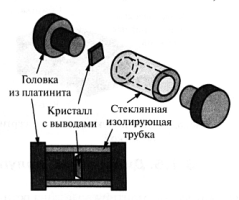 езисторы
типа MELF (Metal electrode face resistors — резисторы
с жесткими торцевыми выводами) подобны
цилиндрическим резисторам типа МЛТ,
но гибкие выводы у них замещены головками
из платинита, как показано на рис. 6.4.
Производство таких резисторов дешевле,
чем толстопленочных чип-резисторов.
По этой причине они широко используются
в промышленности ЮВА (Юго-Восточная
Азия), ориентированной на производство
бытовой электроники. Однако, так как
для резисторов MELF высока вероятность
скатывания с контактных площадок во
время пайки, их популярность постепенно
снижается.
Рис.6.4.
Резистор MELF
езисторы
типа MELF (Metal electrode face resistors — резисторы
с жесткими торцевыми выводами) подобны
цилиндрическим резисторам типа МЛТ,
но гибкие выводы у них замещены головками
из платинита, как показано на рис. 6.4.
Производство таких резисторов дешевле,
чем толстопленочных чип-резисторов.
По этой причине они широко используются
в промышленности ЮВА (Юго-Восточная
Азия), ориентированной на производство
бытовой электроники. Однако, так как
для резисторов MELF высока вероятность
скатывания с контактных площадок во
время пайки, их популярность постепенно
снижается.
Рис.6.4.
Резистор MELF
6.1.3. Чип-конденсаторы
Наиболее широко используемые в технологии поверхностного монтажа чип-конденсаторы — это многослойные керамические конденсаторы, состоящие из нескольких слоев металлических электродов, разделенных слоями керамического диэлектрика (рис. 6.5). Требуемая емкость конденсатора обеспечивается соответствующим количеством слоев. Конструкция торцевых выводов подобна той,
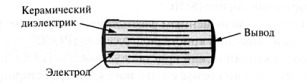
Рис. 6.5. Конструкция многослойного керамического чип-конденсатора
что и в чип-резисторах. Чип-конденсаторы группируют по удельной емкости и термостабильности:
a. с высокой температурной стабильностью и низкой емкостью на основе
оксида титана (ТiO2);
b. со средней температурной стабильностью и средней емкостью на основе
титаната бария (BaTi03) и другие типы сегнетоэлектриков;
c. общего назначения, с наименьшей температурной стабильностью и вы-
сокой емкостью на основе сегнетокерамики.
6.1.4. Чип-индукторы
В чип-индуктивностях используется керамический или ферритовый стержень с вертикальной или горизонтальной обмоткой из тонкой медной проволоки в эмалевой изоляции (рис. 6.6). Чип-индуктивность обычно герметизируется эпоксидной смолой.
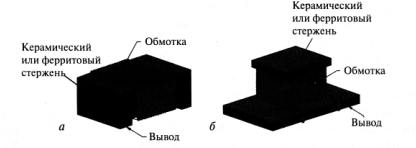
Рис. 6.6. Чип-индукторы: а - с вертикальной обмоткой; б - с горизонтальной обмоткой
6.1.5. Дискретные полупроводниковые компоненты
Поверхностно-монтируемые дискретные полупроводниковые компоненты, такие, как диоды или транзисторы, монтируются в корпусах типа SOT-23 и SOT-143 (для маломощных диодов и сборок из двух диодов) или в корпусах SOT-89 (для сильноточных устройств). В корпусе такого типа центральный вывод проходит под кристаллом для улучшения рассеяния тепла.
6.1.6. Интегральные схемы
Корпуса интегральных микросхем имеют самое большое разнообразие. Наиболее часто используемые типы корпусов:
- малогабаритный корпус (SOIC),
- тонкий корпус с уменьшенным расстоянием между выводами (TSOP), пластиковый выводной кристаллодержатель (PLCC),
- безвыводной керамический кристаллодержатель (LCCC), квадратный плоский корпус с выводами с четырех сторон (QFP),
- корпус с матричным расположением шариковых выводов (BGA).
Формы паяных соединений микросхем в различных корпусах могут быть представлены пятью главными видами, как показано на рис. 6.7.
Выводы, напоминающие формой крыло чайки (рис. 6.7, а), — наиболее распространенная форма выводов, особенно в случае применения изделий с малым шагом выводов. Однако эти выводы подвержены повреждениям при сборке.
Корпуса с J-выводами (рис. 6.7, б) более удобны в производстве. Но это преимущество забывается из-за сложности ремонта.
I-выводы (рис. 6.7, в) более просты в изготовлении, чем выводы типа «крыло чайки» и J-выводы. Они не так распространены, как выводы типа «крыло чайки», из-за подозрений по поводу надежности паяных соединений «встык».
На рис. 6.7, г показана конфигурация паяных соединений безвыводных керамических кристаллодержателей микросхем.
По мере миниатюризации приходится вновь возвращаться к проблемам надежности соединений, особенно из-за несовпадения температурных коэффициентов расширения материалов. Кроме того, возникают дополнительные проблемы удаления остатков флюса из-под компонентов из-за малого зазора между компонентами и подложками.
Паяное соединение компонентов BGA показано на рис. 6.7, д. Здесь шариковые выводы с высокой температурой плавления, расположенные под пластиковым корпусом, припаиваются к контактным площадкам платы оплавлением паяльной пасты. Плотность матричной системы выводов BGA конкурирует с периферийной системой вплоть до шага выводов 0,3 мм, тем более — с шагом 0,4 мм. Поэтому микросхемы в корпусах типа BGA, если преодолеть все технологические трудности их монтажа, составляют им серьезную альтернативу.
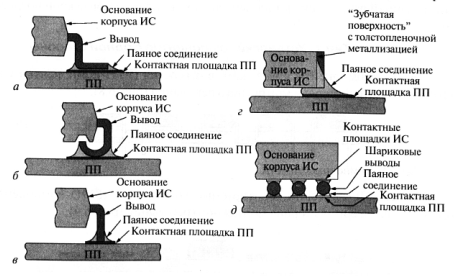
Рис. 6.7. Конфигурация выводов корпусов ИС: а - «крыло чайки»; б - J-вывод; в - I -вывод; г — безвыводная металлизация; д - шариковый вывод