

2.3.6.5. Лазерная пайка
Светолучевая пайка сегодня начинает уступать лазерной. Световое пятно, формируемое лазерным лучом, гораздо меньше светового. Монохромное излучение лазера позволяет использовать спектральную избирательность поглощения энергии (рис. 2.18). При правильном подборе лазера с коротковолновым излучением (например, эксимерные лазеры) можно сканировать монтажные поля на плате, не модулируя ( не выключая) луч. Луч, проходя по ди электрику, не нагревает его (не поглощается диэлектриком), но интенсивно поглощается металлом и плавит припой на выводах компонентов.

Рис. 2.18. Избирательность поглощения лучевой энергии
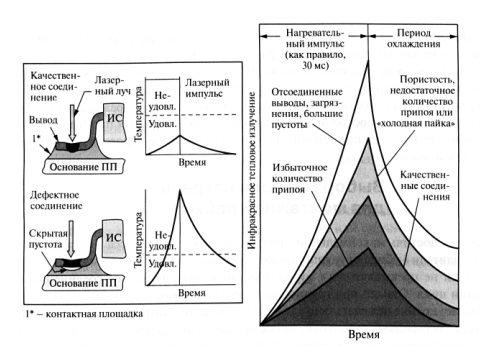
Рис. 2.19. Тестирование паяных соединений лазерным ИК-контролем.
Лазерная пайка может быть совмещена с системой контроля качества паяных соединений. Система лазерного ИК-контроля может использоваться и самостоятельно для тестирования паяных соединений, полученных другими методами. В случае самостоятельного использования система лазерного ИК-контроля подает на тестируемую пайку управляемый импульс лазерного излучения для незначительного нагрева поверхности соединения. Отдельный ИК-детектор наблюдает за ростом и спадом температуры поверхности тестируемой пайки. Динамика роста и спада температуры становится «характеристикой» соединения. Система сравнивает характеристику тестируемого соединения со стандартной и сообщает степень ее отклонения от нормы. Скорость тестирования составляет 10 паяных соединений в секунду с временем воздействия 30 мс. Система ИК-контроля использует два типа лазеров. Один — для нагрева тестируемых паек — лазер на иттрий-алюминиевом гранате с неодимом, генерирующий в непрерывном режиме — 15 Вт на объекте. Другой — указательный — гелий-неоновый лазер видимого диапазона — 1 мВт на объекте. Детектор инфракрасного излучения — антимонид индия InSb с криогенным охлаждением. На рис. 2.19 показано несколько температурных характеристик, соотнесенных с некоторыми дефектами паяных соединений.
При лазерной пайке, совмещенной с ИК-контролем, непропай может быть идентифицирован по ненормальному темпу остывания места пайки, и установка может вернуться к этой точке, чтобы повторить операцию или пометить ее для детального просмотра оператором.
Лазерная пайка, совмещенная с ИК-контролем, требует для эксплуатации хорошо обученного и ответственного персонала, чтобы достоверно идентифицировать качество объектов контроля. Ее использование оправданно для пайки и тестирования особо ответственных изделий. В условиях промышленного производства ее не применяют главным образом из-за дороговизны и сложности в работе.
2.4. Выбор методов нагрева
Желая достичь максимальной производительности процесса монтажа, про-изводители выбирают групповые методы пайки, тогда технологический цикл пайки не превышает двух минут. При этом опаиваются все соединения за один цикл. Однако при групповом нагреве нагреваются и компоненты, что бывает крайне нежелательно для аппаратуры с высоким уровнем надежности. Тогда используют локальную пайку, при которой нагреваются только выводы компонентов. Современные производства, формируя сборочно-монтажные линии, комплектуют их полным набором средств нагрева, встроенных в линию или выделенных из линии: печь конвекционного нагрева (или комбинированная с ИК-нагревом), установка пайки волной припоя с модулями флюсования, предварительного нагрева и собственно пайки, установка конденсационной пайки, рабочие места для ручной пайки с использованием паяльных станций, отдельная установка монтажа-демонтажа BGA-компонентов, печь для отверждения клеев.
При ограниченности средств довольствуются туннельной или камерной печью конвекционного нагрева с управляемым термопрофилем и паяльными станциями. Но для монтажа BGA-компонентов нужна отдельная специализированная станция.