

2.3.6. Локальная пайка
Локальный нагрев при пайке имеет определенное преимущество по сравнению с общим, так как является щадящим для участков изделия, не подвергающихся пайке. В случае применения элементной базы с пленарными выводами, требующими прижима каждого вывода в момент пайки, предпочтительнее локальный нагрев паяных швов. Пайка сводится к повторному расплавлению в присутствии флюса дозы припоя, предварительно нанесенной на вывод и контактную площадку во время лужения. Механическую фиксацию навесных элементов осуществляют приклеиванием тела элемента к подложке. Локальность нагрева не исключает возможности проведения группового процесса пайки.
Локальный нагрев осуществляют тремя способами: контактным, струйным, лучевым.
2.3.6.1. Пайка паяльниками
Контактный способ основан на нагреве электрическим током жала паяльника и передаче тепла в локальное место пайки путем прижима жала. Для уменьшения постоянной времени нагрева и охлаждения применяют электрический нагрев жала паяльника.

Рис. 2.12. Изменение температуры жала паяльника от одной точки пайки к другой
Температуру жала паяльника стандартно устанавливают на 30...40 °С выше температуры плавления припоя. Но также успешно практикуется перегрев жала паяльника на 70...90 °С. Перегрев повышает уровень активации поверхностей взаимодействующих металлов. Кратковременность перегрева позволяет пренебречь окислительными процессами на поверхности припоя и металла, тем более что они защищены флюсом.
Недостатком метода является зависимость температуры, развиваемой в зоне пайки, от теплоемкости и теплопроводности паяемого узла, от плотности прижатия жала (рис. 2.12).
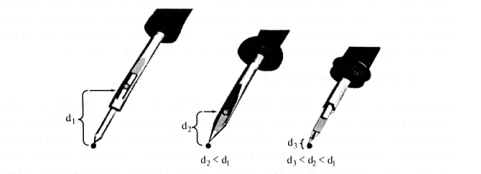
Рис. 2.13. Конструкции паяльников: черный кружок - точка пайки; серый кру-
жок — датчик температуры; серое тело – нагреватель
Увеличением теплоемкости жала паяльника это явление не скомпенсируешь, так как следствием его является увеличение времени нагрева инструмента. Проблему решают, как показано на рис. 2.13:
• увеличение мощности паяльника;
• приближение нагревателя к точке нагрева;
• приближение датчика температуры к точке пайки.
2.3.6.2. Пайка горячим газом
Локальный струйный нагрев горячим газом или пламенем основан на подаче в зону паяного шва остро направленного потока, диаметром менее 0,5 мм, вызывающий повторное расплавление нанесенной при лужении дозы припоя. Припаиваемые выводы элементов должны быть прижаты к контактной площадке на все время пайки вплоть до затвердевания припоя. В качестве газа-теплоносителя применяют аргон, гелий, азот при температуре струи 300 °С. Скорость пайки шва составляет 2 мм/с.
Более высокую производительность дает применение остро направленного факела пламени, в конусе которого температура может достигать 3400 °С (горение водорода в кислороде). Конец факела пламени удерживают на расстоянии 2...6 мм от поверхности контактной площадки, покрытой припоем и флюсом. Стабильность температуры зависит от точности поддержания расстояния между концом сопла и поверхностью пайки (обычно 17... 18 мм при длине пламени 14 мм) и от точности поддержания длины пламени. Длина пламени зависит от состава смеси водород— кислород.
Высокой стабильности соотношения газов легко и безопасно можно достичь, используя в качестве общего источника газов дистиллированную воду, подвергаемую электролитическому разложению в газообразователе, входящем в состав установки для пайки. В качестве электролита применяют 29,4%-й водный раствор гидроокиси калия. При этом образуется строго определенное стехиометрическое соотношение водорода и кислорода:
2 Н2О
2Н2+О2
Н2О
2Н2+О2
При электролизе водного раствора КОН он диссоциирует на К+ и ОН-, которые сразу вступают в реакции:
2
 К+
+ 2Н2О
2КОН + Н2
,
К+
+ 2Н2О
2КОН + Н2
,
2 0Н- + Н2О 2Н2О + 1/2О2 .
В результате расходуется только вода, которую необходимо добавлять (в виде дистиллята).
Горелка для струйного нагрева представляет собой тонкое сопло в виде медной трубки с внутренним диаметром 0,3...0,4 мм. Происходит полное сгорание. Продуктом реакции является только бесследно испаряющаяся пленка воды. В газообразователе предусмотрены накопитель и предохранитель, устраняющие опасность взрыва при обратной отдаче пламени.
При добавке паров этанола, вводимых в накопитель, максимальная температура пламени падает, но остается достаточно высокой (2600 °С). Благодаря повышению теплотворной способности этанола количество тепла, выделяемого пламенем при его наличии, возрастает втрое. Такое пламя дает наиболее остро направленный факел. При добавке этанола в продуктах сгорания присутствует угарный газ (СО).
Производительность паяльной головки непрерывного действия подлине паяного шва при использовании добавок этанола достигает 10 мм/с. Расход воды 14 г/ч.
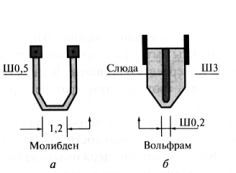
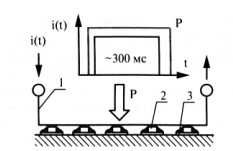
Рис. 2.14. Жало наконечника малой массы Рис. 2.15. импульсный нагрев паек ленточным
Для пайки сопротивлением: а – с площадью нагревателем: 1- нагреватель; 2 – планарные
Касания 0,2 мм2; б – 0,04 мм2. компонента; 3 – контактные площадки на плате
Производительность паяльной головки непрерывного действия подлине паяного шва при использовании добавок этанола достигает 10 мм/с. Расход воды 14 г/ч.
Установки для струйной локальной пайки просты в изготовлении и об-служивании. Особенно велико их преимущество перед другими в случае пай¬ки массивных проводов или контактов с повышенной теплоемкостью либо при пайке относительно высокотемпературными припоям и при требовании кратковременности пайки из-за ограниченной жаростойкости изоляции. Например, пайку пламенем жгутов к низкочастотным разъемам производят припоем П Ср 40 при 670±20 °С, пайку пламенем кабелей с фторопластовой изоляцией — припоем ПСр2,5 при 360±10°С в течение 2 с. Пайку кабелей с полиэтиленовой или полистирольной изоляцией производят припоем ПОСК 50-18 при 200±20 °С в течение 1 с.