Лабораторна робота № 6 Одержання виливка в разовій формі
Мета і завдання роботи
Ознайомитися з технологічним процесом виготовлення разової ливарної форми, розробкою технологічного процесу виготовлення виливки з особливістю конструювання вилитих заготовок.
З основними теоретичними положеннями познайомитися в прикладеному переліку літератури і в даному методичному посібнику. При цьому зробити коротке описання з наступних пунктів:
розробити технологічне креслення по виготовленню виливки;
особливості моделі, як головного оснащення (пристосування) для виготовлення разової форми;
операції створення разової форми;
елементи ливарної системи.
Основні теоретичні положення
Разова форма у ливарному виробництві
Разова форма виготовляється з піщано-глинистої суміші і служить тільки один раз, тому що при виготовленні з неї виливки, вона неминуче руйнується і тому називається разовою.
Ливарна разова форма являє собою порожнину створену з піщано-гли- нистої суміші з необхідними каналами для підведення металу і виведення газів з форми.
Розробка технологічного креслення виливки
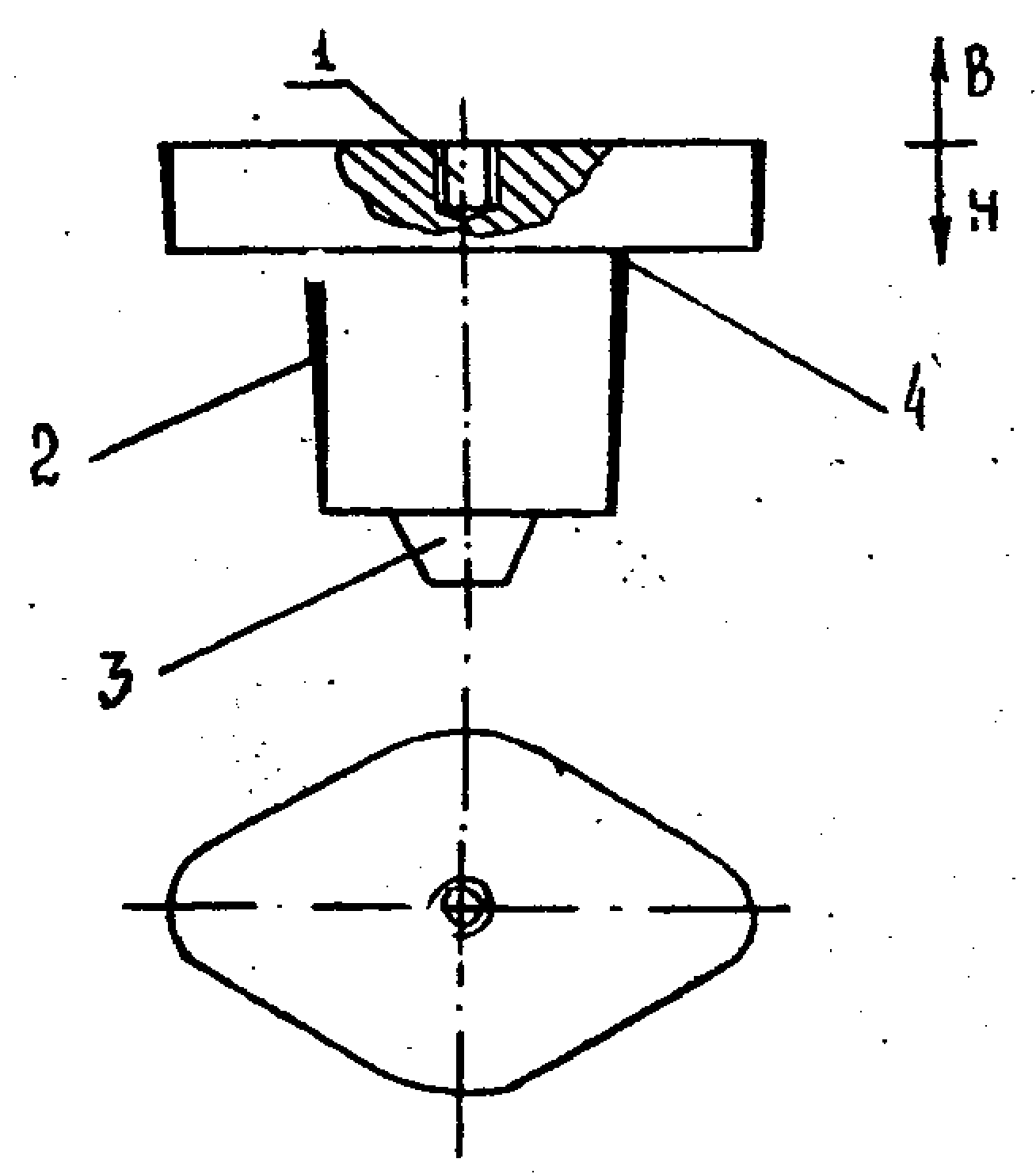
Технологічне креслення виливки розробляється на основі робочого крес- лення деталі (рис. 6.1) відповідно ГОСТ 3.1125-88. Технологічне креслення розробляється так:
В місцях, які піддавалися механічній обробці із зняттям стружки, нано- сяться припуски на механічну обробку. Величина припуску залежить від розмірів деталі, положення елемента при заливанні (горизонтальне або вертикальне), виду металу і типу виробництва (масове, серійне, одиничне). Припуски вибираються по довіднику. На рис. 6.1 припуски нанесені в загальному вигляді без зазначення розміру. Так як відсут- ність припуску в певному місці рівносильне непоправному браку, треба дуже старанно дивитися за знаком шорсткості, який визначає наявність обробки із зняттям шару металу.
Отвори, які не відливаються, заштриховуються за типом припуску, а на виді збоку – перекреслюються навхрест (рис. 6.1).
У відлитих отворах положення стержня позначається шляхом штрихов- ки по контуру. На виді збоку проекція круглого стержня показується ексцентрично, з дотиком стінки виливки. Стержень має виступаючі час- тини, так звані знаки, якими стержень фіксується у формі.
Вказується лінія роз’єму майбутньої моделі так, щоб кожна половинка моделі могла бути витягнена з формувальної суміші. При цьому в нижній частині намагаються розмістити більшу частину деталі або всю деталь, що сприяє одержанню більш якісної виливки. Лінія роз’єму вказується стрілками вверх і вниз і супроводжується підписами “В”, “Н”, а також скорочено позначається “РМ” (роз’ємні моделі).
Розробка креслення моделі
Модель служить для створення порожнини в земляній формі. Креслення моделі розробляється по технологічному кресленню. Модель копіює деталь з такими відмінностями (рис. 6.2):
Модель має збільшені розміри на величину припуску на механічну обробку.
Модель має збільшені розміри на величину усадки металу. Усадкою називається зменшення розмірів і об’єму металу після остигання. Вели- чина усадки на кресленні не наноситься. Вона враховується з допомо- гою усадкового метра при виготовленні моделі. Усадковий метр має збільшені розміри на процент усадки металу, а градуйований – як зви- чайна лінійка. На ньому наноситься напис по типу “усадковий метр 2%” і, таким чином, всі розміри будуть збільшені на 2%.
Модель має лінійні нахили для легкого виймання її з форми. Форму- вальні нахили визначаються по довіднику. Величина їх коливається від 0º15’ до 3º в залежності від висоти виливок і матеріалу (дерево, метал, пластмаси).
Модель в більшості випадків робиться роз’ємною, тому що цілу мо- дель було б неможливо витягнути з формувальної суміші.
Модель для виливки деталей з стержнями має стержневі знаки, які дають відбитки (заглиблення) у формі для фіксації стержня у формі.