

3.2 Зварювання в со2.
Технологічними перевагами є відносна простота процесу зварювання, можливість напівавтоматичного та автоматичного зварювання швів у різних просторових положеннях, що дозволяє механізувати процес зварювання. Невеликий об’єм шлаків що утворюються в процесі зварювання дозволяє отримати шви високої якості.
Існують відомі різновиди зварювання в захисному газі: в інертних одноатомних газах (аргон, гелій), в нейтральних двохатомних газах (азот, водень), та у вуглекислому газі. На практиці найбільш широке використання отримали аргонно-дугове зварювання та зварювання у вуглекислому газі (СО2) (рис. 3.2.1).
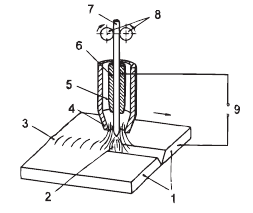
Рисунок 3.2.1 - Схема зварювання в захисних газах.
Принцип технології зварювання в захисних газах полягає в тому, що на електродний дріт 7, який подається із касети за допомогою роликів 8 подавального механізму, перед виходом із пальника подається зварювальний струм через струмопідвідний мундштук 6, завдяки чому між кінцем електродного дроту та виробом 1 горить електрична дуга 2. Захисний газ 4 подається через газове сопло 5, яке концентровано оточує електродний дріт.
При зварюванні в середовищі СО2 дуга горить в середовищі захисного газу, який витісняє повітря від зони зварювання та захищає наплавлений метал від О2 та N2 повітря. Особливістю даного способу зварювання є порівняно сильне вигорання елементів, які мають високу спорідненість до кисню (C, Al, Ti, Si, Mn та ін.). окислення проходить за рахунок СО2 та атомарного кисню, який утворюється при дисоціації СО2 під дією тепла дуги. Безперервний вихід оксидів С, Si, Mn із зварювальної ванни приводить до значного збіднення металу шва розкислювачами, що погіршує механічні властивості з’єднання. Тому для отримання якісних з’єднань необхідно при зварюванні в середовищі СО2 щоб в зварювальній ванні була достатня кількість розкисляючих елементів, які зазвичай вводять за рахунок електродного дроту (Св – 08Г2С).
Для зварювання в захисних газах крім джерела живлення дуги потрібні спеціальні прилади та приспосіблення .
Зварювальний пост для напівавтоматичного зварювання в захисних газах складається із електричної та механічної частин і газової магістралі. В електричну частину поста входять: джерело живлення 7, пульт управління 4, дроти 8 кола управління, зварювальний кабель 9. В механічну частину входять: механізм подачі зварювального дроту 3, касета для дроту 5, газоелектричний пальник 1, шланг для подачі дроту 2. Подавання електродного дроту здійснюється з постійною швидкістю незалежно від напруги дуги. Газова магістраль включає балон з газом, редуктор 10 та газовий шланг 6. При зварюванні в СО2 використовуються також підігрівачі та осушувачі газу.
Підігрівачі призначені для підігріву вуглекислого газу, що поступає із балона, так як при значній витраті газу можливе замерзання редуктора. Осушувачі призначені для поглинання вологи, що міститься у вуглекислому газі.
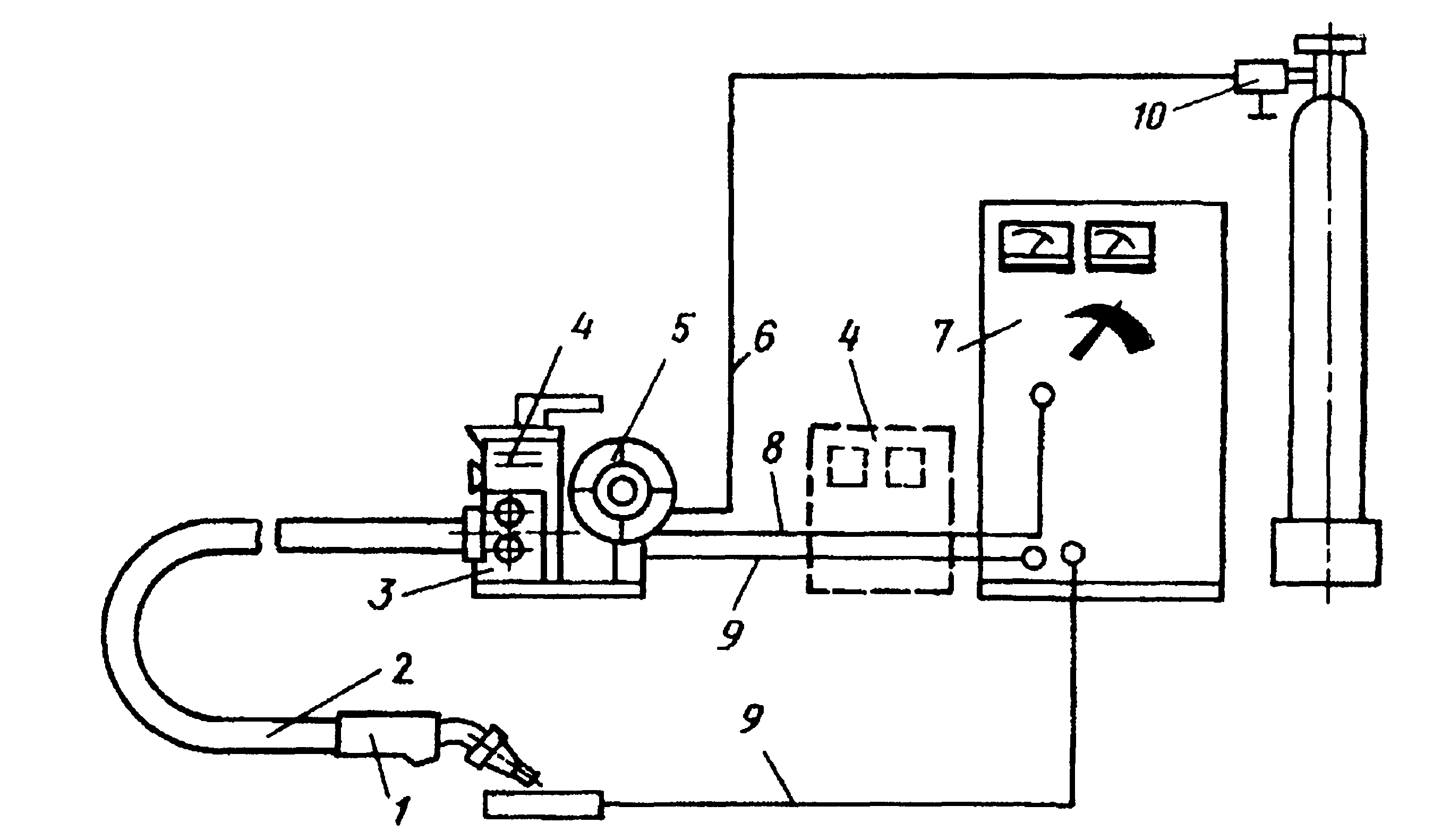
Рисунок 3.2.2 - Схема поста напівавтоматичного зварювання в захисних газах
Напівавтоматичне зварювання у вуглекислому газі можна виконувати у всіх просторових положеннях за допомогою дроту СВ-08-Г2С.