

4.3.2.3 Метод диференційного ділення
Використовується у тому разі, коли з-за обмеженої кількості концентричних колів не можна отримати необхідного повороту заготовки засобом простого поділу. Відміна диференційного засобу поділу від інших полягає у тому, що відлік повороту рукоятки 2 робиться по обертаючому ділильному диску 3. Ділильний диск через конічну зубчасту пару Z4 – Z3 (рисунок 4.6, б) та гітару змінних зубчастих коліс d – c – b – a зв’язані з шпинделем 5. Якщо фіксатор 1 вивести з отвору ділильного диску та обертати рукоятку 2, то обертання через пару зубчастих коліс Z1 – Z2, черв'як К та черв'ячне колесо N буде передано шпинделю 5, а від нього через гітару змінних коліс, конічну пару – ділильному диску 3. Оскільки обертання шпинделя виникає у 40 разів повільніше, чим обертання рукоятки, то i ділильний диск буде обертатися повільніше. Налагоджування головки на диференційний поділ роблять за формулою:
i = (40/X)(X – Z), (4.7)
де X – допоміжна на кількість поділок;
Z – потрібна кількість поділок.
Рисунок
4.7 –
Диск для простого та диференційного
ділення
a,
b,
c,
d,
Za,
Za’
– зубчасті колеса ділильної головки
Рисунок
4.8
– Схеми настойки УДГ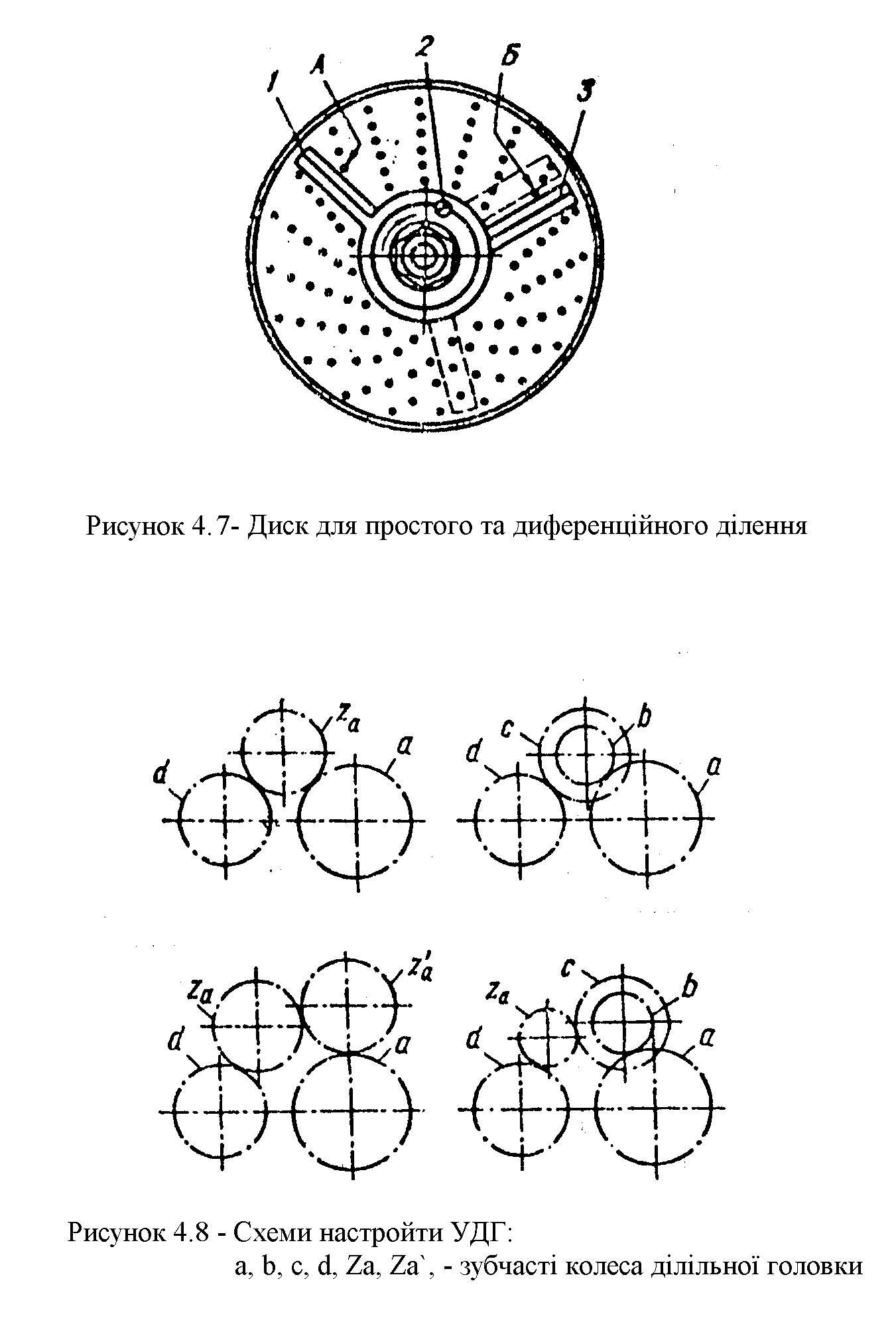
Диференційний поділ можливий тільки при горизонтальному положенні шпинделя. При цьому методі черв'як К введено у зачеплення з черв'ячним колесом.
Д о ДГ додаються зубчасті колеса з числом зубів 25, 30, 35, 40, 50, 55, 70, 60, 65, 80, 85, 90, 100.
Приклад. Визначити частоту обертання рукоятки та змінних зубчастих коліс при фрезеруванні колеса з кількістю зубів 123.
Приймаємо найближче значення X = 120.
Тоді i = 40/120*(120 – 123) = – 1.
Підбираємо зубчасті колеса за однією з схем так, щоб
i = Z1*Z3/Z2*Z4 = (100*40)/(50*80) = 1.
Частота обертання рукоятки n = 40/X = 40/120 = 1/3 = 10/30.
Беремо коло з 30 отворами, при кожному повороті рукоятки пропускаємо 10 проміжків. Напрям обертання бокового ділильного диска залежить від прийнятого числа Х. При додатному значенні передаточного відношення, коли Х > Z, напрям обертання диска повинен співпадати з напрямом обертання рукоятки. При від’ємному (Х < Z) обертання диска буде направлено назустріч обертанню рукоятки. У залежності від прийнятого числа Х по відношенню до заданого числа поділок Х та необхідного напряму обертання ділильного диска гітари змінних зубчастих коліс може мати чотири схеми налагоджування (рисунок 4.8).
4.3.2.4 Налагодження ділильної головки для фрезерування гвинтових поверхонь
Кут нахилу гвинтової канавки w визначається за формулою:
tg w = *D/Н, (4.8)
де D – діаметр деталі;
H – крок гвинтової канавки.
При фрезеруванні гвинтової канавки заготовка установлюється між центрами ділильної головки так, щоб її вісь була паралельна осі стола. Стіл повинен бути повернуто з урахуванням напряму гвинтової канавки на кут w1 = 90 – w (рисунок 4.9).
Переміщення стола (рух подачі) повинно проходити у напряму його осі. Частота обертання заготовки повинна бути узгоджена з поздовжньою подачею. Обертання заготовки передається через гітару змінних коліс ділильної головки від гвинта поздовжньої подачі стола.