

1.3.6 Перевірка паралельності поздовжнього переміщення верхніх полозків супорта осі обертання шпинделя передньої бабки у вертикальній площині
В отвір шпинделя 1 (рисунок 1.6) встановлюють контрольну оправку 3.
На верхніх полозках супорта 4 укріпляють індикатор 2 так, щоб його вимірювальний наконечник торкався циліндричної вимірювальної поверхні оправки. Верхні полозки супорта переміщують вздовж осі шпинделя.
Виміри роблять не менш ніж в трьох поперечних перерізах оправки - крайніх і середньому.
Для визначення найбільшого показання індикатора у кожному з положень супорта верхню частину супорта (поперечні полозки) переміщують у поперечному напрямку вперед і назад.
Вимірюють по двом діаметрально протилежним твірним оправки (при повороті шпинделя на 180).

Рисунок 1.6 – Схема установки індикатора для перевірки паралельності поздовжнього переміщення верхніх полозків супорта осі обертання шпинделя передньої бабки у вертикальній площині
Допуск 0.020 мм на довжині L = 200 мм.
1 .3.7 Перевірка паралельності переміщення пінолі в напрямку поздовжнього переміщення супорта у вертикальній і горизонтальній площинах
Піноль 3 (рисунок 1.7) всовують в задню бабку 4 і затискують. На супорті 1, який встановлено поруч, укріпляють індикатор 2 так, щоб його вимірювальний наконечник торкався поверхні пінолі і був спрямований до її осі, перпендикулярно до твірної.
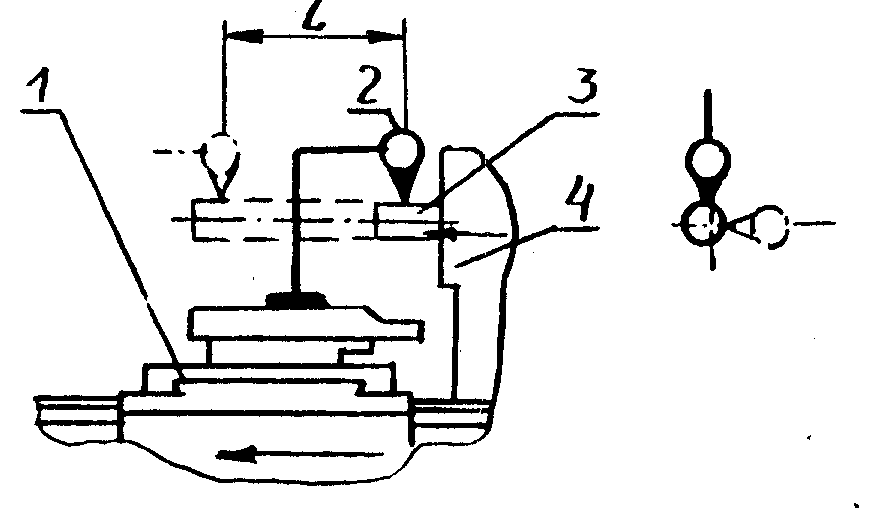
Рисунок 1.7 – Схема установки індикатора для перевірки паралельності переміщення пінолі напрямку поздовжнього переміщення супорта
Піноль звільняють, висувають на довжину більше 50 мм і знову затискають.
Супорт переміщують в поздовжньому напрямку в бік передньої бабки так, щоб вимірювальний наконечник знову торкнувся твірної пінолі в тій же самій точці, що й при первісній установці.
Відхилення в кожній з площин визначають як найбільшу величину алгебраїчної різниці показань індикатора в двох вказаних положеннях пінолі і супорта.
Допустимі відхилення на довжині 50 мм:
у позиції а - 0.010 мм:
у позиції б - 0.008 мм.
1.3.8 Перевірка паралельності осі конічного отвору пінолі задньої бабки переміщенню супорта у вертикальній і горизонтальній площинах
В отвір пінолі 3 (рисунок 1.8) задньої бабки встановлюють контрольну оправку 1.
На супорті 4 встановлюють індикатор 2 так, щоб його вимірювальний наконечник торкався б циліндричної вимірювальної поверхні оправки. Супорт переміщують в поздовжньому напрямку на довжину L = 200 мм.
Похибку визначають як середнє арифметичне результатів трьох вимірювань.
Допускається 0.020 мм на довжині 200 мм.

Рисунок 1.8 – Схема установки індикатора для перевірки паралельності осі конічного отвору пінолі задньої бабки переміщенню супорта
1 .4 Послідовність виконання роботи
1) Ознайомитись з призначенням токарно-гвинторізного верстата і його основними вузлами.
2) Ознайомитись з контрольно-вимірювальними пристроями для перевірки геометричної точності верстатів.
3) Перевірити верстат на точність по раніш викладеній методиці. Результати вимірів занести до протоколу лабораторної роботи (таблиця 1.1).
Таблиця 1.1 – Перевірка на точність токарно-гвинторізного верстата
№ п/п |
Найменування перевірки |
Ескіз установки |
Відхилення |
|
допустимі |
фактичні |
|||
1 |
2 |
3 |
4 |
5 |
1 |
Перевірка прямолінійності поздовжнього переміщення супорта у горизонтальній і вертикальній площинах |
|
|
|
2 |
Перевірка одновисотності осі обертання шпинделя передньої бабки і осі отвору пінолі задньої бабки по відношенню до напрямних станини у вертикальній площині |
|
|
|
3 |
Перевірка паралельності переміщення задньої бабки переміщенню супорта у вертикальній і горизонтальній площинах |
|
|
|
4 |
Перевірка радіального биття конічного отвору шпинделя передньої бабки у торця і на довжині L |
|
|
|
П родовження таблиці 1.1
1 |
2 |
3 |
4 |
5 |
5 |
Перевірка паралельності осі обертання шпинделя передньої бабки поздовжньому переміщенню супорта у вертикальній і горизонтальній площинах |
|
|
|
6 |
Перевірка паралельності поздовжнього переміщення верхніх салазок супорта осі обертання шпинделя передньої бабки у вертикальній площині |
|
|
|
7 |
Перевірка паралельності переміщення пінолі в напрямку поздовжнього переміщення супорта у вертикальній і горизонтальній площинах |
|
|
|
8 |
Перевірка паралельності осі конічного отвору пінолі задньої бабки переміщенню супорта у вертикальній і горизонтальній площинах |
|
|
|
1.5 Висновки ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________