

3. Минералокерамика (а12о3).
ЦМ332, ВОК60.
Твердость HRC=91-93; теплостойкость 1250 °С.
Применение: обработка отбеленных чугунов, закаленных сталей с малым сечением срезаемого слоя (хрупкость).
4. Сверхтвердые материалы.
Эльбор (кубический нитрид бора, боразон) Твердость HV=9500 кг/мм2.
Алмаз
Твердость HV=10000 кг/мм2.
Не применяется при обработке углеродистых сталей из-за большого диффузионного износа, горит при высоких скоростях при температуре 600-700°С.
III основные элементы процесса резания
Э лементы
резца.
лементы
резца.
I - головка резца;
II - державка резца (крепится в резцедержатель на суппорте станка).
передняя поверхность (по ней сходит стружка);
главная задняя поверхность (трется об обработанную поверхность);
главная режущая кромка;
вспомогательная задняя поверхность;
вершина резца;
вспомогательная режущая кромка/
О сновная плоскость
сновная плоскость
параллельна направлениям продольной и
поперечной подачи. Плоскость резания
касательная к
поверхности резания и проходящая через 3. Главная секущая
плоскость, перпендикулярная к 3.
Углы резца в главной секущей плоскости.

ф - главный угол в плане между проекцией главной режущей кромки и направлением подачи; ф1 - вспомогательный угол в плане;
b - угол заострения между передней и задней поверхностью; £ - угол при вершине резца межу АВ и АС;
л - угол наклона режущей кромки; р - радиус закругления вершины
резца.
Элементы режимов резания.
S - подача (перемещение инструмента за
один оборот детали, мм/об);

обработанной поверхностью, мм);
V - скорость резания (окружная скорость
в любой точке обрабатываемой
поверхности, м/мин);
п - частота вращения детали, об/мин;
D, d - диаметр детали до и после
обработки, мм.
Расчет режимов резания для токарной обработки.
t - глубина резания зависит от припуска на обработку, вида обработки (черновая 0,6-Ю,8; чистовая 0,3+0,2), числа проходов.
S - подача принимается по справочнику в зависимости от:
чистоты поверхности (для чистовой обработки);
t — глубины резания;
прочности обрабатываемого материала;
вида инструментального материала;
размера детали.
Т-
период
стойкости резца;
-![]() поправочный коэффициент для скорости
резания учитывает:
поправочный коэффициент для скорости
резания учитывает:

- уточняется по паспорту станка;
Главная составляющая силы резания:
влияние прочности обрабатываемого материала;состояние поверхности;
влияние инструментального материала;
влияние углов в плане.
— поправочный
коэффициент для силы резания учитывает:
поправочный
коэффициент для силы резания учитывает:
влияние прочности обрабатываемого материала;
влияние геометрии заточки (угла наклона режущей кромки; радиуса закругления вершины резца; угла в плане; переднего угла).

— производится проверка по мощности станка для черновых и получистовых операций.
Сверление (обработка отверстий).
Особенности сверления:
сложная геометрия инструмента;
переменные скорости резания по длине режущей кромки;
переменные углы (утах - у периферии, атах - у оси);
неравномерный износ режущих кромок;
затруднен подвод СОЖ и отвод стружки.
Геометрия сверла. 2

Расчет режимов резания при сверлении.


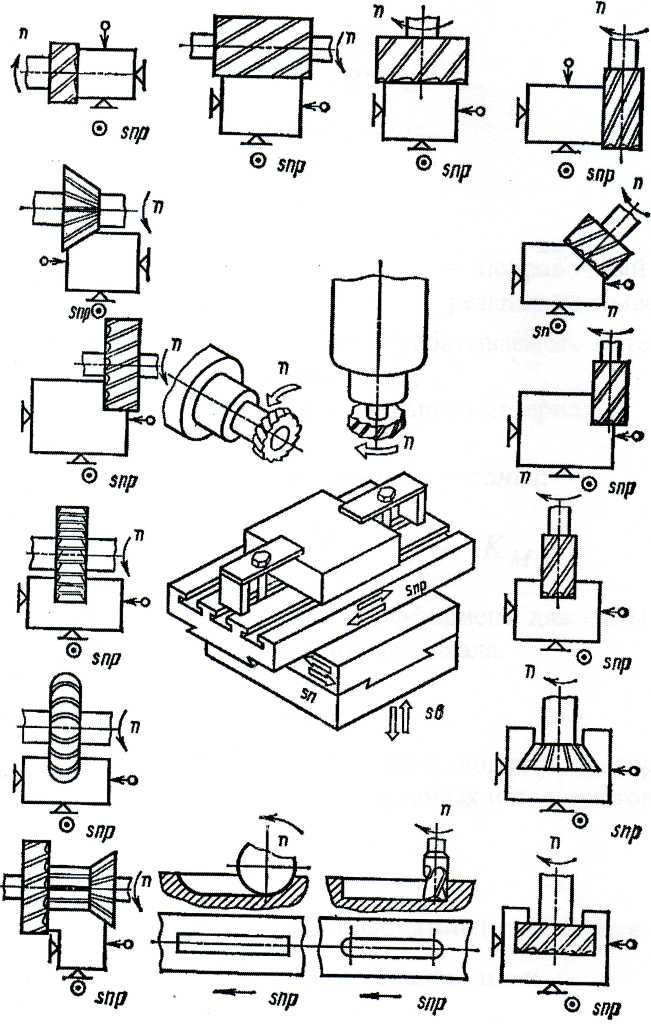
Фрезерование.
Особенности процесса фрезерования:
высокая производительность;
сложный многолезвийный инструмент;
переменная толщина стружки;
работа с ударами и динамическими нагрузками.
Виды фрезерования:
t - глубина фрезерования. В - ширина фрезерования.
ф
 резерование
плоскостей
цилиндрической
и
торцевой
фрезой
резерование
плоскостей
цилиндрической
и
торцевой
фрезойфрезерование уступов и пазов дисковыми фрезами.
фрезерование уступов и пазов концевыми фрезами, в том числе шпоночных


К — К • К • К поправочный коэффициент для скорости V резания учитывает:
Mv влияние прочности обрабатываемого материала;
nv состояние поверхности;
uv влияние инструментального материала.

Шлифование (отделочная обработка).
Особенности процесса шлифования:
сложный многокомпонентный инструмент (зерна, связка, поры);
для обеспечения эффективного резания необходим процесс самозатачивания либо правки;
малая толщина стружки;
более твердый материал обрабатывается более мягкими кругами;
работа с большими тепловыми нагрузками, обязательное применение СОЖ.
Виды шлифования:
Круглое шлифование (наружное и внутреннее)


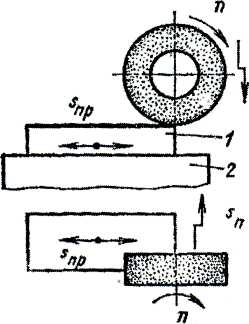
Бесцентровое шлифование

В - ширина шлифования.
Snp - продольная подача (мм/мин) и t - глубина шлифования выбираются по виду шлифования и возможностей оборудования.
Скорость круга VKp (м/мин) - зависит от вида подачи, связки и профиля круга, выбирается максимально допустимая для наибольшей производительности и чистоты поверхности.
-
шлифование периферией круга.

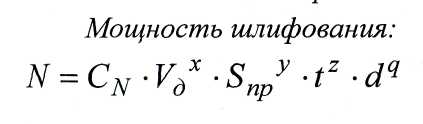
- производится проверка по мощности станка.
Нормирование технологических операций.
Техническое нормирование труда - совокупность методов и приемов по выявлению резервов рабочего времени и установлению необходимой меры труда.
Норма времени — время, необходимое для выполнения единицы работы, в определенных производственных условиях, одним или несколькими исполнителями соответствующей квалификации.
Норма основного времени То - время на изменение размеров и формы заготовки, шероховатости и точности поверхности, состояния поверхностного слоя. Определяется как отношения величины пути, пройденного обрабатывающим инструментом к его рабочей подаче:
i — число ходов;
j, ^p 'l Sn - подача на оборот;
S^-n n~ число оборотов;
Lp — длина рабочего хода инструмента.
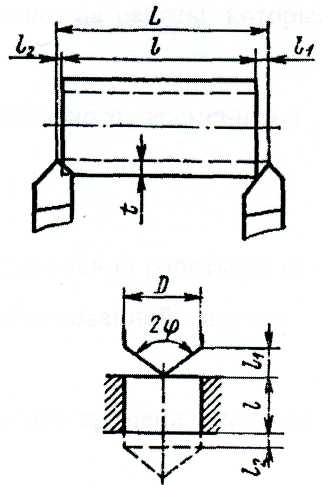
Lp=l + ll+l2
I - длина обрабатываемой поверхности;
11- величина врезания инструмента;
12 - величина перебега (схода) инструмента.
Норма вспомогательного времени Тв - время на осуществление действий, обеспечивающих возможность основной работы, повторяющаяся с каждым изделием или через определенное их число:
время на установку и снятие заготовки;
время на управление станком;
время на установку, снятие инструмента;
время на контрольные измерения.
Норма дополнительного времени Т$ — представляет собой:
время на техническое обслуживание (смена и регулировка инструмента, уход за оборудованием, подналадка и настройка станка);
время на организационное обслуживание;
время на личные потребности человека (больше на утомительных, тяжелых работах).
В единичном и серийном производствах технически обоснованная норма времени определяется как штучно-калькуляционное Тш.к:

В норму Тш не включаются затраты времени на работы, которые могут быть перекрыты машинным временем.
Тп.3 - норма подготовительно-заключительного времени на партию обрабатываемых заготовок.
п — количество заготовок в партии.
В массовом производстве (в связи с редкой сменой работы на отдельных рабочих местах) в качестве технически обоснованной нормы времени принимается величина штучного времени Тш.
Нормы вспомогательного и дополнительного времени определяются на основании статистических данных.