9.2. Элюирование угля.
Насыщенный уголь освобождается от драгоценных металлов в цикле элюирования. Схема элюирования угля состоит из 4 компонентов: 1 – колонны элюирования, 2 – оборудование для концентрирования металла, 3 – оборудование для перегрузки угля, 4 – нагревательные и теплообменные приборы. Колонны элюирования могут работать в условиях противотока, тем не менее чаще используется одна колонна. Основные параметры схемы – это характеристики угля, температура в элюируемой колонне, скорость циркуляции, эффективность оборудования для концентрирования металла.
Элюат подвергается электровыделению или цементации на цинке для окончательного извлечения и плавки золота и серебра.
9.2.1. Нагревательные приборы.
Холодный активированный уголь подвергается последовательной горячей обработке. Нагревательное оборудование, такое как бойлеры и электронагреватели, обеспечивает необходимую температуру элюирующего раствора. Горячий раствор нагревает участвующие в процессе компоненты и поддерживает температуру в колонне элюирования. Эта колонна должна быть изолирована от потерь тепла. Серьезную проблему представляет смена растворов в колонне, так как в следствии этого раствор охлаждается. Потери тепла значительны при часто повторяющихся циклах.
Для обеспечения необходимой тепловой энергии процесса обычно используется калориферы или паровые котлы. Элюирующие растворы нагреваются паром или горячей водой в теплообменниках. Максимальная производительность нагревателя, необходимая для запуска и требуемая для компенсации потерь тепловой энергии может быть вычислена на основании следующего уровня. Оборудование, уголь и раствор должны быть нагреты от комнатной температуры до рабочей. По известным значениям теплоемкости компонентов схемы, времени – процесса, градиенту температуры вычисляются величины затрачиваемой энергии и делятся на время ее выработки. Тепловые потери системы также учитываются при расчете мощности. Потери, как конвективные, так и излучаемые, происходят из колонны элюирования, трубопроводов, теплообменников, нагревателей и другого оборудования. Эти потери вычисляются на основе значения рабочей температуры и среднего переводного коэффициента, учитывающего понижение температуры до значения окружающей. Общая мощность нагрева складывается из полезной мощность и расходуемой из потери тепла.
9.2.2 Колонны элюирования.
Колонны элюирования предназначаются для контакта между элюирующими растворами и насыщенным активированным углем при условиях необходимых для снятия металл – цианидных комплексов. Колонны изолируются для уменьшения потерь тепла. Уголь закачивается в колонны, элюируется в герметически закрытой системе. Далее уголь извлекается из колонны и направляется на адсорбцию. Наиболее эффективный контакт раствора с углем достигается в колоннах с отношением высоты к диаметру от 3 до 5.
Разновесная емкость угля по металлу для отдельных растворов выщелачивания может превышать 750 унций на тонну (23 кг/м.т), хотя на производстве эта величина гораздо ниже. Значения емкости от 150 до 200 унций на тонну (5-7 кг/м.т.) по драгоценным металлам может быть получена при нормальных условиях с концентрацией золота в выщелачивающем растворе выше 1мг/л.. уголь может также содержать другие цианидные комплексы таких металлов, как медь, ртуть, цинк.
В процессе элюирования горячий раствор циркулирует в слое угля. Возможно применение растворов различного состава. Выбор раствора основан на соображениях безопасности, простоты приготовления, капитальных затрат и сравнительных характеристиках. Для эффективного использования растворов разного состава необходимы разные температуры и время. USBM элюирует уголь раствором, содержащим 1% NaOH и 0,1% цианида натрия при температуре кипения. Процесс проводится за 2-3 суток. В таблице 9.1. даны значения времени и температуры для различных растворов. В Южной Африке и Австралии были применены растворы с различными органическими добавками.
Скорость потока раствора должна быть достаточной для обеспечения хорошего контакта с углем. С учетом полноты элюирования и получения растворов с требуемой концентрацией обычно выбирается скорость подачи раствора – два объема на объем угля в час. При скоростях ниже 0,5 объема угля образуются «мертвые» зоны, а при скоростях выше 6-ти объемов угля в час не редко снижается концентрация полезных компонентов в растворе. Этот фактор особенно важен для колонн с отношением высоты к диаметру сильно отклоняющимся от четырех к одному.
Существует целый ряд простых способов для элюирования золота и серебра из угля. Наиболее распространенные методы – это метод Задра, спиртовая промывка (Хайнена) и метод англо-американской исследовательской лаборатории. Известны усовершенствованные применяемые разновидности этих методов.
Метод Задра и спиртовая промывка Хайнена (модификация метода Задра) представляют замкнутые циклы (постоянной циркуляции) и будут рассмотрены ниже. Метод А.А.R.L. – процесс «одноразового действия». Наиболее широко применяемый из всех в настоящее время – метод Задра.
Процесс элюирования Задра – Хайнена. В процессе Задра, производимом без давления насыщенный уголь выщелачивается раствором (элюентом) содержащим 1% NaOH и 0,1% NaCN и нагревается до температуры примерно 2120Р (1000С). На рисунке 9.1. изображена карта технологического процесса элюирования методом Задра.
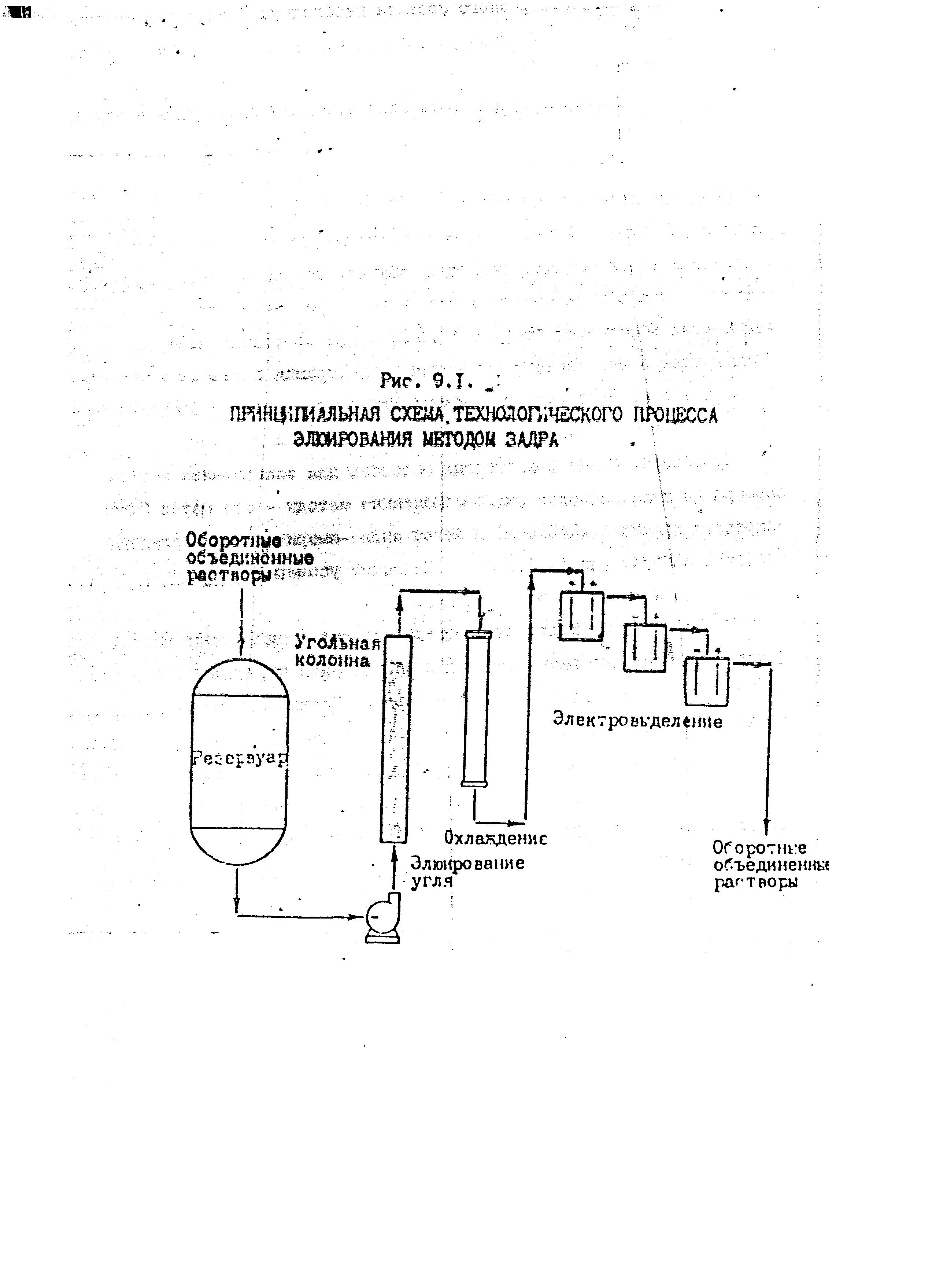
Таблица 9.1.
Состав растворов элюирования.
Состав раствора |
Температура, 0С |
Время, час. |
1% NaOH 0,1% NaCN |
95 |
52 |
1% NaOH 0,5 % эталон |
120 |
9 |
1% NaOH |
85 |
24 |
1% NaOH 20% эталон |
77 |
24 |
В моделированном методе Задра элюирования под давлением используется тот же самый элюент (NaOH и 0,1% NaCN), но давление составляет 100 фунтов/дюим2 (690кРа). Температура раствора в этом случае близка к 3000F (1480С).
Элюирование спиртом было разработано Хайненом и др. (1976) для ускорения процесса. Здесь используется элюент, содержащий 1% NaOH и 20% спирта (как правило эталона). Рабочая температура составляет около 1700F (770С) при атмосферном давлении или при давлении в 35-40 фунтов/дюйм2 (240-275 кРа). Ниже перечислены преимущества и недостатки метода Задра – Хайнена:
Преимущества:
система может использовать воду низкого качества (т.е. с большим содержанием взвесей, ионов Са и Мg). Элюирование возможно до тех пор, пока из угля не будет извлечено заданное количество золота;
система сама поддерживает температуру. Поскольку цикл замкнутый, то требуется только изначальный подогрев;
объемы элюента малы, следовательно, мало потребление реагента.
Недостатки:
для ускорения процесса требуется значительное увеличение давления.
В процессе очистки угля накапливаются примеси, которые затрудняют электровыделение. Остаточное золото в оборотных растворах депрессирует элюирование.
Спирт (в методе Хайнена) дорог и опасен в обращении.
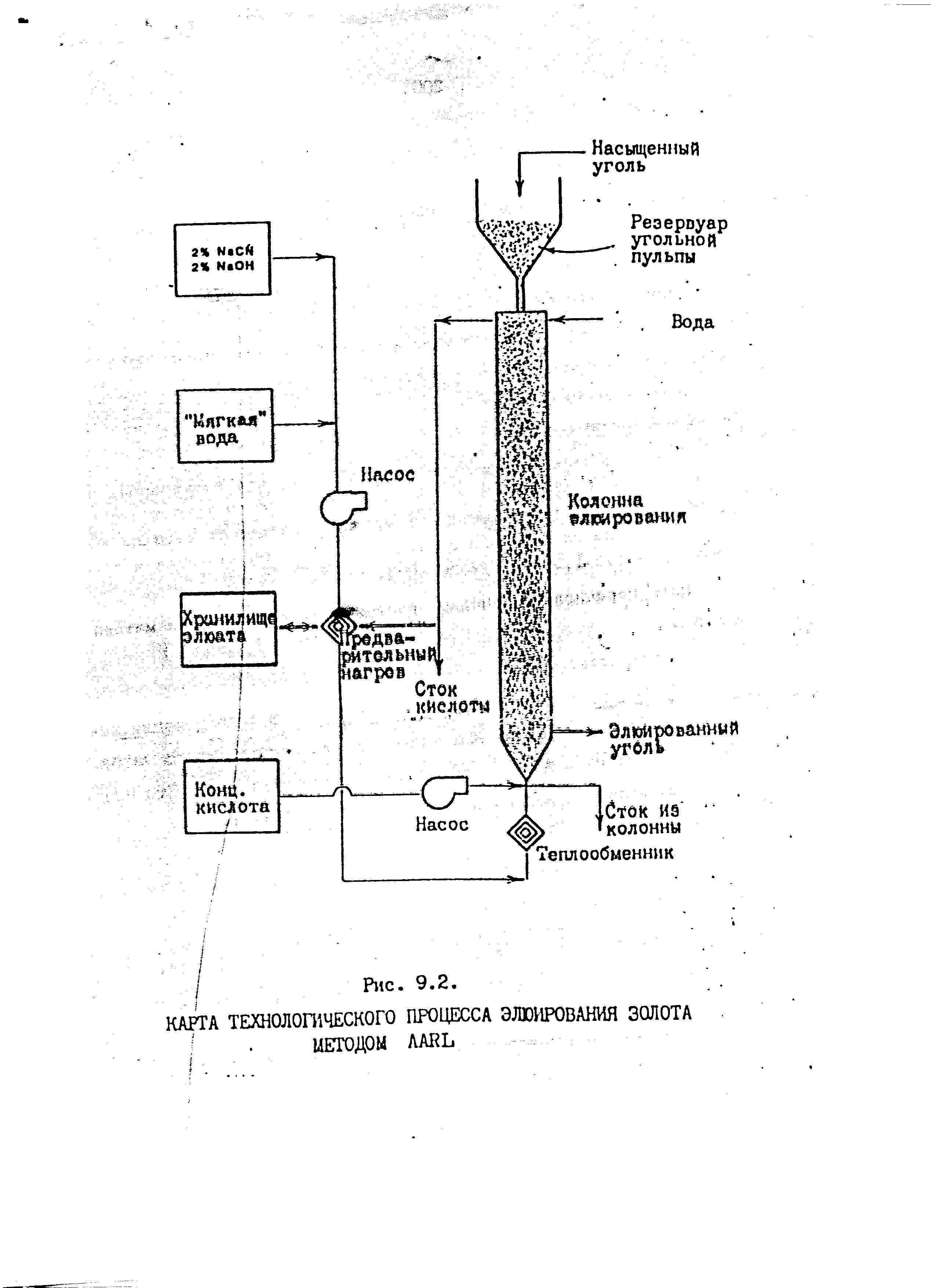
Процесс элюирования А.А.R.L. . на рис. 9.2. изображена упрощенная карта технологического процесса А.А.R.L. Насыщенный уголь загружается в колонну в виде пульпы через воронку. Колонна заполняется полностью и уголь промывается одним объемом на объем угля 3% раствором соляной кислоты (31-33% крепости). Затем следует промывка 1 или 2-мя объемами воды на объем угля (1 объем слоя угля связан с объемом пустой колонны). Этот процесс проводится при температуре 230-2480F (110-1200С) и давлении 35-50 фунтов/дюйм2 (240-275 кПА) до тех пор, пока не вытиснится кислота.
Предварительно обработанный кислотой уголь элюируется 0,6 объемами на объем сорбента раствором, содержащим 0,2% NaCN и 2% NaOH. В таком реагенте уголь замачивается примерно на 30 мин.
Золото и серебро элюируется водой. Скорость элюирования поддерживается на уровне 2-х объемов воды на объем угля в час, а общий объем воды по отношению к углю составляет от 5 до 6-ти объемов. Вода для отмывки должна быть высокого качества 0,5 гр./литр сухого остатка.
Ниже перечислены основные достоинства и недостатки метода A.A.R.L.