3.Определение высоты зубьев фрезы с одинарным затылованием. Аналитическая взаимосвязь заднего угла и падения затылка.
23. 1. Графоаналитическое профилирование пфр
Профилирование фасонного резца осуществляется аналитическим способом, при котором используется графическая расчетная схема. Графический способ, который позволяет выявить грубые ошибки аналитического расчета профиля.
В качестве исходных данных для
профилирования резца необходимо знать
профиль обрабатываемой детали, а также
ее материал и материал резца. Зная
материал детали и резца по справочникам
находим значение переднего и заднего
углов
![]() и
и
![]() .
При профилирование фасонных резцов
исходят из того что:
.
При профилирование фасонных резцов
исходят из того что:
1)осевые размеры профиля резца не изменяются по сравнению с осевыми размерами профиля детали.
2)любая точка х режущей кромки фасонного
резца находится на пересечение окружности
![]() детали и передней поверхности резца.
детали и передней поверхности резца.
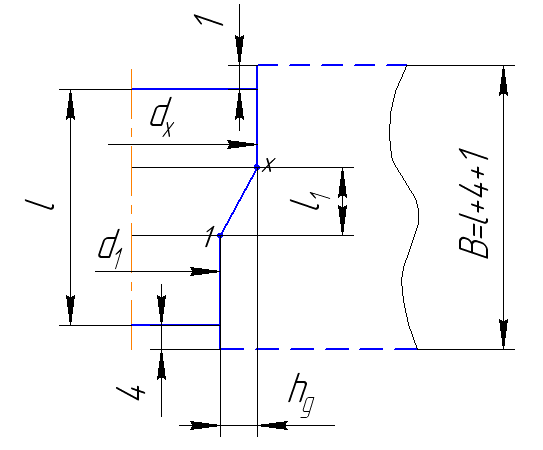

На рисунке видно что перепад точек
профиля 1 и х на детали и резце различны
,т.е.
![]() это объясняется наличием у резца
переднего и заднего углов
и
.
Таким образом профилирование фасонных
резцов сводится к определению перепадов
соответствующих точек профиля, причем
для ПФР необходимо определить перепады
на передней поверхности
это объясняется наличием у резца
переднего и заднего углов
и
.
Таким образом профилирование фасонных
резцов сводится к определению перепадов
соответствующих точек профиля, причем
для ПФР необходимо определить перепады
на передней поверхности
![]() , которые используются при контроле
профиля резца на оптическом приборе ,
а также в плоскости сечения перпендикулярной
к задней поверхности
, которые используются при контроле
профиля резца на оптическом приборе ,
а также в плоскости сечения перпендикулярной
к задней поверхности
![]() которые используются при изготовление
резца и при контроле его профиля с
помощью шаблона.
которые используются при изготовление
резца и при контроле его профиля с
помощью шаблона.
Из анализа расчетной схемы видно, что
для определения
![]() и
и
![]() рассмотрим треугольник 01Х и по т.синусов
запишем
рассмотрим треугольник 01Х и по т.синусов
запишем
 (уравнение
профилирования)
(уравнение
профилирования)
если
![]() ,
то принимает
,
то принимает
![]() для определения перепада
опустим перпендикуляр из х на заднею
поверхность резца и точку пересечения
обозначим А.
для определения перепада
опустим перпендикуляр из х на заднею
поверхность резца и точку пересечения
обозначим А.
Рассмотрим треугольник 1ХА из которого следует
![]() (уравнение
профилирования)
(уравнение
профилирования)
при контроле профиля резца руководствуемся
неравенством
![]()
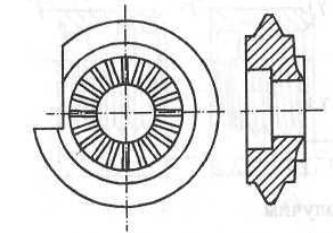
2. Инструменты для нарезания наружных резьб (резцы стержневые и круглые, фрезы)


(с мех. Креплением твердосплавной пластиы показано на рисунке)


3.Строгальные резцы- назначение,типы, основные конструктивно-геометрические параметры
Строгальные и долбежные резцы
проходные — для строгания верхней поверхности обрабатываемой детали;
боковые — подрезные для строгания детали с боков;
отрезные и прорезные — для разрезания детали и прорезания канавок.
Резец, снимающий стружку при прямолинейном взаимном перемещении резца и материала, называется строгальным (при горизонтальном резании) или долбежным (при вертикальном).
Характер работы строгального и долбежного одинаков и отличается от работы токарных резцов, где резание непрерывно. Как при строгании, так и при долблении резец режет только при рабочем ходе. В то же время в моменты начала и конца каждого хода возникают толчки, вредно влияющие на работу этих резцов.
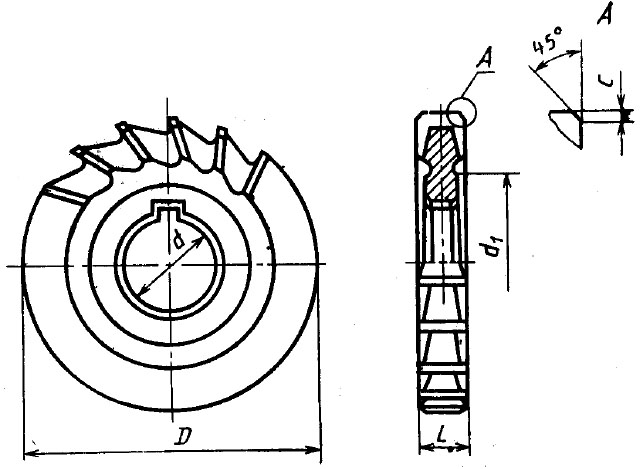
24. 1. Определение высоты зубьев дисковой фрезы с одинарным затылованием. Аналитическая взаимосвязь заднего угла и падения затылка.
Фрезы из быстрорежущей стали по назначению представляют самую значительную группу фрезерного
инструмента и по назначению бывают: цилиндрические, дисковые, угловые, торцовые, отрезные и пилы по металлу. Дисковые фрезы в зависимости от наружного диаметра и ширины зуба изготавливаются цельными и
сборными со вставными ножами. К этому типу фрез относятся пазовые, трех- и двухсторонние угловые и другие,
например, трехсторонние дисковые фрезы (рис. 5.4) с прямым зубом (см.рис.5.4,а) (ГОСТ 28527-90) изготавливаются
диаметром 50...125 мм, с разнонаправленными зубьями (ГОСТ 9774-81, ГОСТ 16227-81) – диаметром 63...125 мм с ω = 15...20 град.