

шпоры тпс_федоров
.doc
|
Билет 1
1. Технология производства является областью технического машиностроения и представляет собой науку о сущности процессов производства ЛА, взаимной связи этих процессов и закономерностей их развития. Технология производства как наука имеет тесную связь с другими науками. Основной базой для её развития является общая технология машиностроительного производства. Для того, чтобы технология производства ЛА развивалась и совершенствовалась как наука в структуре авиационной промышленности, созданы специальные научные и научно-технические подразделения. В частности:
2. ГВ- свойство геометрических параметров деталей и сборочных единиц ЛА, обеспечивающее возможность их нормальной сборки и монтажа в процессе производства, а также замены при эксплуатации и ремонте без индивидуальной подгонки и доработки по месту. Уровень ГВ, а следовательно и качество изделий определяется такими параметрами как точность размеров и форма сопрягаемых деталей и точность их взаимной увязки. Точность- степень соответствия из действительных значений, получаемых в процессе изготовления номинальных значений в заданной рабочей конструкторской документации. Увязкой размеров и форм сопрягаемых элементов конструкции называется их взаимное согласование в зоне их соединения или прилегания в соответствии с заданным уровнем взаимозаменяемости. Точность увязки- степень соответствия чертежа. Обеспечение ГВ- сложная задача, которая решается применением различных технологических методов увязки. Технологический метод увязки- способ взаимного согласования размеров и форм сопрягаемых элементов конструкции в зоне их соединения или прилегания к соответствующим элементам технологической оснастки.
Билет 4
1. Изделие- законченный продукт данного производства. Заготовка- предмет производства, из которого изменением формы, размеров, чистоты поверхности и свойства материала, получают деталь или неразъёмную сборочную единицу. Полуфабрикат- изделие предприятия- поставщика, которое дополнительно обрабатывается на заводе- изготовитетеле. Комплектующие изделия- готовые изделия предприятия- поставщика, применяемые как самостоятельная составная часть другого, более крупного изделия, выпускаемое этим предприятием. Деталь- монолитная, самостоятельная конструктивная в технологическом отношении часть ЛА, изготовленная из однородного по наименованию и марке материала без применения сборочных операций. Сборочная единица- самостоятельная конструктивная в технологическом отношении часть ЛА, состоящая из нескольких деталей, соединённых между собой каким-либо способом. Детали сборочной единицы являются на предприятии, как правило, законченным продуктом производства.
2. Объекты увязки: типовые группы деталей планера самолета, в т.ч. плоские листовые детали, криволинейные детали трубопроводов, а также типовые структурные единицы (плоские узлы типа нервюр крыла; объемные узлы, типа дверей и люков; секции и отсеки фюзеляжа, крыла; механосборочные узлы- шасси, цилиндр и т.д.). К увязывающим элементы технологической оснастки относятся:
Билет 7
1. Называется всё в самолете за исключением внутреннего интерьера (крыло, фюзеляж, каркас). В целях обеспечения проектирования, изготовления и эксплуатации ЛА его в процессе проектирования и производства делят на законченные в конструктивном и технологическом отношении части, которые после изготовления соединяют методом общей сварки, в готовой ЛА. Схема членения на различные части планера появляется в результате конструктивных и технологических соображений. Места соединения элементов конструкции- конструктивные разъемы. При технологическом членении конструктивный разъем позволяет собрать и разобрать конструкцию без разрушения соединяемых деталей, как правило, утяжеляют конструкцию, требуют специальные дополнительные крепёжные детали. Технологические разъемы не вызывают утяжеления конструкции. Элементы конструктивно-технологического членения планера. Агрегат представляет собой наиболее крупную самостоятельную в конструктивном и технологическом отношении часть планера ЛА. Например, фюзеляж, крыло. Отсек (секция)- наиболее крупная самостоятельная часть агрегата (носовая часть, хвостовая). Панель- самостоятельная часть отсека (секции) либо агрегата, имеющая незамкнутую, т.е. открытую с одной стороны конструкцию, состоящую из листов обшивки и соединенная с ними элементом силового набора. Узел- часть панели отсека (секции) либо агрегата, состоящая из нескольких соединенных между собой теталей (нервюры, лонжероны, шпангоуты). Все это сборочные единицы. Членение планера ЛА на составные части обеспечивает разделение труда при конструкторской разработке и производстве, снижая затраты труда, упрощает проведение ремонтных работ при эксплуатации. ТП может быть условно разделён на 6 самостоятельных и взаимосвязанных групп частных ТП.
В соответствии с этим выделяются самостоятельные группы частных ТП:
Прием- часть операции тех. перехода или прохода. Которую осуществляет оператор во время выполнения ТП и состоящая из нескольких элементарных действий.
2. В производстве ЛА применяют следующие способы задания и построения обводов: каркасный и кинематический способы. При каркасном способе задаются координаты точек контура отдельных поперечных и продольных сечений агрегата. Для воспроизведения всей теоретической поверхности применяют дополнительные плоскости, которые называются батоксами. Т.к. при каркасном способе задаются однозначно координаты точек, не могут быть получены точки в промежутках между линиями каркаса. Для получения объемной поверхности промежуток между каркасными линиями заполняется специальным составом и при затвердевании этого состава сводится на плавность.
Билет 10
1. Для практического осуществления ТП, кроме объектов труда, к которым относятся элементы конструкции нужны ещё и средства, орудия производства, к которым относят технологическое оборудование и тех. оснастку. Технологическое оборудование- орудие производства, необходимое для выполнения определённой части ТП, в которых размещаются и закрепляются материалы, полуфабрикаты и заготовки, средства воздействия на них и необходимые источники энергии. При помощи технологического оборудования осуществляется подгон энергии к рабочим органам и зоне обработки. Тех. оснастка- орудие производства, добавляемое к технологическому оборудованию и необходимое для выполнения определённой части ТП. Тех. оснастка:
Рабочий инструмент применяется для непосредственного воздействия на обрабатываемый материал с целью преобразования его в готовые детали или сборочные единицы.
Вспомогательный инструмент- как правило мерительный, для измерения геометрических параметров изготавливаемых деталей.
Приспособления- для установки и закрепления в заданном положении заготовок технологического оборудования или в сборочных приспособлениях.
Билет 12. 1.Зависимость технологического процесса от конструкции объекта производства. Конструктивные особенности современного ЛА. Конструкция – совокупность таких его свойств как состав и назначение его частей, их взаимное расположение, форма, размеры, точность изготовления, материал и методы соединения составных частей между собой. Конструкция оказывает весьма большое влияние на ТП и по существу определяет его основное содержание и структуру. Существенное влияние на ТП оказывает принятая конструктором точность геометрических параметров, качество поверхности изделия. С повышением точности и качество ТП усложняется, повышается его трудоёмкость. Каждый технологический метод обладает определёнными возможностями, которые ограничивают сферу его применения. Конструктивные особенности ЛА. -большая номенклатура разнообразных по конструкции и размерам деталей, идущих на изготовление изделия -насыщенность ЛА весьма сложными разнообразными по конструкции и назначению оборудованием, приборами и механизмами -большая номенклатура используемых материалов с весьма разнообразными физико-механическими свойствами -сложность пространственных форм как отдельных элементов, так и ЛА в целом -малая жёсткость самолётных деталей -большая трудоёмкость изготовления деталей и узлов, ЛА в целом -высокие испытательные требования
2.Специальные средства увязки. Плоские средства увязки-шаблоны. -плоские -объёмные К плоским относятся шаблоны различного назначения, шаблон относят к категории жёстких носителей размеров и форм деталей, предназначены для переноса увязанных значений геометрических параметров сопрягаемых элементов конструкции с первоисточником увязки на плоские объекты. Специальные чертежи на изготовление шаблонов как правило не создаются, их контуры формируются на основе первоисточников увязки. Наиболее широкое применение шаблоны получили при плазово- шаблонном методе увязки. Наиболее широкое применение получили такие шаблоны -ШК шаблон контура увязки -ШВК шаблон внутреннего контура -ШЗ шаблон заготовки -ШОК шаблон обрезки деталей по контуру -ШКС шаблон контура сечения детали -ШП шаблон монтажа фиксирующий приспособление
2.Специальная информация на шаблонах. Понятие о малках и подсечках. Шаблон - плоское средство увязки, его геометрические параметры не дают полного представления о конструкции детали или сборочной единицы, о размерах и форме отдельных частей этих изделий, не лежащих в плоскости шаблона. Комплекс условных обозначений, наносимых на шаблоны, дополняет геометрическую и технологическую характеристику деталей. Техническая информация, наносимая на шаблоны, делится : -общая, -специальная Общая – паспортные данные шаблона : шифр, условное обозначение шаблона, номер чертежа детали или сборочной единицы, источник изготовления (плаз, программа), срок действия шаблона (серия), дату, номера цехов изготовителя и потребителя, табельный номер рабочего. Специальная – характеризует дополнительную геометрическую информацию: борты, малки. Малка – угол между нормалью к плоскости стенки детали и касательной внешней поверхности её борта в заданной точке контура. Измеряется в градусах -открытая ОТК -закрытая ЗАКР При открытой малке угол отгиба борта > 90, при закрытой <90, при 90 малка равна 0.
Билет 15. 1.Расчёт оптимального размера партии деталей в производстве. На серийном производстве осуществляется запуск деталей обычно партиями. Партия представляет собой количество деталей, запускаемых с производства одновременно и изготавливаемых при одной настройке оборудования и оснастке без последующей их перенакладке. Размер партии влияет на экономические показатели производства. С увеличением партии запуска, сокращается доля времени на необходимую накладку оборудования и настройку оснастки на одну деталь. Вместе с тем увеличение партии запуска связано с увеличением количества деталей, хранящихся на складе, что значительно связывает оборотные средства. nзап=Tп.з./Тш.т*К Tп.з- подготовительно-заключительное время, отнесенное к операции Тш.т – штучное время, затраченное на выполнение операции К - коэффициент безразмерный, зависит от объема производства,К=0,03 – 0,1 В зависимости от условия работы размер партии учитывается таким же расчетом, чтобы партия была кратная годовой программы.
Билет 18. 1.Исходные данные для проектирования технологических процессов. Исходные данные делятся на 3 категории: 1) базовые, 2) руководящие, 3) справочные. К базовым относятся: конструкторская документация на изделия, технические условия на его изготовления, директивные технические материалы, объема производства и программы выпуска изделия. К руководящим относятся государственные и отраслевые стандарты на ТП, правила их разработки и методы управления ими, система обозначений технологических документов, стандарты на оборудование и оснастку, а также руководящие технологические материалы. К справочным относятся: каталоги, номенклатурные справочники, паспортные данные на оборудование, типовые технологические процессы и операции. Рабочие чертежи, директивные технологические и технические условия на изделие завод получает от ОКБ. Одна особенность авиационных чертежей заключается в том, что на детали из листовых материалов, профилей, тонкостенных труб чертежи не разрабатываются, изготовление производится по сборочным чертежам с использованием специальных жестких носителей: шаблонов или специальных программ, на которые имеются ссылки в чертежах. Директивные технологические разрабатываются в ОКБ совместно с техническими институтами. Главной частью является ТП сборки, который включает перечень принципиальных положений и методов сборки, оснащения и оборудования, которые должны быть применены. Директивные процессы осуществляют связь конструкции с технологией. В состав этих материалов также входят: принципиальная схема членения ЛА на сборочные единицы, характер соединений по конструктивным и эксплуатационным разъемам, схемы сборки агрегатов, методы базирования, методы и средства взаимозаменяемости. Все директивные материалы оформляются в виде самостоятельного документа. Технологические условия представляют собой требования к точности и качеству, методы проверки, данной по качеству, надежности и долговечности.
2.Преимущества и недостатки плазовых методов увязки. К основным недостаткам плазового метода относится : 1. большая номенклатура. 2. большая трудоемкость изготовления оснастки и взаимной увязки. 3. сравнительно невысокая точность изготовления оснастки. 4. большая материалоемкость всей оснастки. 5. узкий фронт работы в процессе подготовки производства связан со строгой последовательностью изготовления средств увязки. 6. затрудненная увязка размеров и форма элементов конструкции, имеющая сложную пространственную форму.
Билет 21. 1.Этапы, содержание и последовательность разработки технологических процессов. Перед разработкой ТП технолог обязан внимательно изучить чертёж детали или узла и технические условия на его изготовление и поставку. После того, как будут выяснены назначение элементов конструкции, физико-механические свойства материалов, применяемых в заготовке, требование к точности их механических параметров, только после этого можно разработать ТП. Разработка рабочего ТП, кроме технологического анализа, включает комплекс взаимосвязанных работ -выбор заготовок -выбор технологических баз и средств увязки - подбор типового ТП -составление плана обработки с определением последовательности выполнения и содержания технологических операций -определение и выбор средств технологического оснащения -назначение и расчёт режимов обработки -нормирование ТП -определение профессий и квалификации исполнителей -выбор средств механизации и автоматизации внутренних средств транспортирования -разработка схем геометрической увязки -составление планировки производственного участка и разработка операций перемещения изделия и отходов -оформление рабочей документации на ТП
2.Программные методы увязки. В программных методах увязка осуществляется на основе математической модели поверхности и разработке на её основе управляющих программ для оборудования с ЧПУ
|
Билет 2
1. Для того, чтобы технология производства ЛА развивалась и совершенствовалась как наука в структуре авиационной промышленности, созданы специальные научные и научно-технические подразделения. В частности:
2. В основу технологических методов увязки закладываются первоисточники увязки, которые являются первичными носителями взаимосвязанных значений геометрических параметров соединяемых при сборке деталей сборочных единиц первоисточники увязки делятся на чертежные, плазовые, эталонные и программные. В чертежных методах увязка обеспечивается в процессе проектирования конструкции ЛА. Размеры, допуски и посадки, проведённые в чертежах, обеспечивают необходимую точность увязки этих элементов. В плазовых методах увязка осуществляется в процессе построения плазов, представляющих собой чертежи плоских сечений сборочных единиц и их теоретических обводов в натуральную величину. В эталонных методах увязка осуществляется в процессе проектирования и изготовления эталонов поверхности, представляющих собой объемную копию поверхности структурной единицы, выполняется с большой точностью в натуральную величину из безусадочного материала. В программных увязка осуществляется на основе расчета математической модели поверхности и разработки на ее основе управляющих программ для оборудования с ЧПУ. Конечным продуктом всех применяемых методов увязки является:
Взаимно увязанные по геометрическим параметрам всесопрягающиеся элементы конструкции планера ЛА в зоне их соединения и прилегания.
Билет 5
1. Каждый ТП является интегральным процессом производства, который состоит из комплекса взаимосвязанных частных ТП. Частный ТП- это комплекс действия основного персонала и инженеров, составляющих специфическую часть ТП. Характерная особенность Частных ТП- для них разрабатываются теоретические основы. Базируются на какой либо физической теории: теория резанием; теория обработки давлением; теория горячей объемной штамповки. Дл каждого ЧТП требуется свойственная только ему оборудование и техническая оснастка, соответствующая специализация и квалификация инженера.
2. Обеспечение ГВ- сложная задача, которая решается применением различных технологических методов увязки. Технологический метод увязки- способ взаимного согласования размеров и форм сопрягаемых элементов конструкции в зоне их соединения или прилегания к соответствующим элементам технологической оснастки. В основе классификации технологических методов заложены применяемые средства и источники увязки.
Указанные методы делятся на 2 специальные группы: методы плоской увязки и методы объемной увязки. Методы плоской увязки основаны на применении плоских средств увязки, объемной увязки основаны на применении объёмных средств увязки. По характеру процесса образования размеров и форм методы разделяются на 2 группы: связанные (зависимые) и независимый метод. К связанным методам образования относятся все плазовые, эталонные, шаблонные и макетные методы, т.к. в них для переноса размеров и форм промежуточные элементы, входящие в цепочку переноса размеров. Независимыми являются ЧИМ и ПРИМ, т.к. в них отсутствуют промежуточные этапы переноса размеров.
2. Исходная информация для построения первоисточников увязки:
В качестве исходной информации в производстве ЛА используются теоретические и конструктивные чертежи. Теоретические чертежи содержат всю информацию, необходимую для полного воспроизведения теоретической поверхности структурной единицы в различных плоских сечениях. Независимо от способа задания теоретических обводов, построение их должно обеспечиваться при помощи ЭВМ. Виды аэродинамических поверхностей. Теоретические обводы образуются сочетанием различных поверхностей, имеющих как простую, так сложную форму. Сложными являются криволинейные поверхности: поверхности одинарной и двойной кривизны. Поверхности одинарной кривизны- наиболее простые, у них в сечении любой плоскостью, проведенной через ось агрегата образуется прямая линия, поэтому поверхности назеваются линеечными (цилиндр, конус, крыло). Поверхности двоякой кривизны при сечении любой плоскостью дают след в виде кривой линии. Билет 8 Оси и плоскости самолета относительно которых задаются теоретические контуры поверхности
Аэродинамические обводы ЛА в теоретических чертежах задаются в пространственной прямоугольной системе координат относительно трех взаимно перпендикулярных координатных осей и плоскостей. Горизонтальную ось ХХ обычно совмещают с осью ЛА, расстояние, откладываемое на этой оси называется дистанцией. Вертикальная ось YY называется осью симметрии, а горизонтальная ось ZZ- осью строительной горизонтали. Начало координат, точка О совмещается с крайней передней точкой агрегата.
2. В производстве ЛА применяют следующие способы задания и построения обводов: каркасный и кинематический способы. При кинематическом способе их построение ведётся не по отдельным сечениям, а по всей поверхности непрерывно с использованием аналитических зависимостей, в качестве которых могут быть уравнения кривых второго порядка или другие степенные уравнения. При кинематическом способе поверхностей линию, при движении которой образуется поверхность, называется образующей, а линия, относительно которой движется образующая, называется направляющей. Кинематический способ дает возможность определить координаты любой точки, лежащей на теоретической поверхности в любом месте и получить кривые пересечения поверхности любой плоскостью, в т.ч. и не параллельной основной плоскости. Он дает возможность проектировать обводы планера и воспроизводить их с применением ЭВМ и ЧПУ. Билет 11. 1.Понятие о производственном процессе предприятия. Связь производственного процесса с технологическим. Процесс производства детали отличается большой сложностью. Кроме непосредственной переработки материала в готовое изделие на заводах-изготовителях выполняются и другие многочисленные трудовые процессы. Целью этих процессов является технологическая подготовка и обслуживание производства для обеспечения бесперебойной работы предприятия. Технологическую подготовка – совокупность процессов, выполняемых на предприятии и обеспечивающая технологическую его готовность к выпуску. Технологическая готовность предприятия – наличие на нём полных комплектов рабочей, конструкторской и технологической документации из средств технологического оснащения. Сложный комплекс всех трудовых процессов, совершаемых на предприятии, необходимых для изготовления аппаратов – производственный процесс авиационного предприятия. Состав ПП -работы по обслуживанию всех его подразделений (ремонт станков, устройств, обеспечение материальными ресурсами, транспортирование, контроль, хранение). ПП – сложный комплекс трудовых процессов, совершаемый в основных, вспомогательных и обслуживающих подразделениях, обеспечивающий его выпуск. ТП представляет собой часть ПП, содержащего действия по изменению состояния предметов производства. Все остальные части ПП являются сопутствующими. Таким образом, ПП находится не только в связи, но и в непосредственной зависимости от ТП. При этом ТП является определяющей основой организации и функционирования ПП, является его базой.
Билет 13
С уменьшением шероховатости поверхности и повышением точности элементов конструкции ТП значительно усложняется, поэтому при определении ТП необходимо найти оптимальную величину шероховатости поверхности и точности детали.
2.Объёмные средства увязки. Макеты и контр-макеты представляют собой объемные жесткие носители размеров формы элементов конструкции ЛА, получены методом контактного копирования путем обработки поверхности по продольным и поперечным шаблонам сечения или по программе на станках с ЧПУ. Используют в качестве средств увязки при изготовлении заготовительно-штамповочной и сборочной оснастки. Перенос увязанных размеров производится методом контактного копирования. Монтажный макет представляет собой жесткую конструкцию (обычно сварную или на болтовых соединениях), фиксирующие элементы которой воспроизводят на наружную поверхность сборочной единицы, сопрягающихся с обшивкой. Изготавливаются монтажные макеты по контр-эталону сборочной единицы. перенос осуществляется методом контактного копирования с использованием высокопрочной, быстротвердеющих пластмассовых композиций или эпоксидной смолы. Макеты и контр-макеты разъемов представляют собой жесткие носители размеров и форм, при помощи которых определяется положение стыковых отверстий в зоне соединения агрегатов в привязке их к аэродинамическим контурам. Слепки и контр-слепки изготавливаются по эталонам поверхности и применяются в основном при изготовлении заготовительно-штамповочной оснастки, при изготовлении детали обшивки и соединений их каркасных элементов.
Билет 19. 1.Технико-экономические требования к технологическим процессам Из всего разнообразия факторов, от которых зависит характер ТП, можно выделить и отнести к категории главных -конструкция объектов производства -объект производства и программа выпуска -производственная обстановка конкретного предприятия Влияние требований техники безопасности на ТП. Процесс изготовления любого элемента конструкции для исполнителя должен быть безопасным, не иметь вредных токсичных выделений, не должны создаться опасные и вредные для здоровья условия труда. Экономическая целесообразность степени детализации зависит от объёма производства и производственных программ. Чем сложнее производственная программа, тем глубже и детальней должен быть разработан ТП.
2.Основные направления совершенствования плазовых методов увязки Некоторые недостатки плазовых методов можно устранить применив для изделия первоисточник и средств увязки совместно с электронно-вычислительной техникой и оборудования с ЧПУ.
Билет 22. 1.Экономическая оценка вариантов технологических процессов. Понятие трудоемкости и технологической себестоимости. Одним из основных требований к ТП является обеспечение наименьших затрат общественного труда. Существенную роль при решении этой задачи играет величина себестоимости изделия. Себестоимость – сумма всех затрат на изготовление изделия, выраженная в денежных единицах. Для оценки трудовых затрат применяется показатель штучного времени. Штучное время – общее количество затрат на изготовление технологической операции. Трудоёмкость единицы изделия – количество труда в человеко-часах, затраченного на его изготовление.
2.Техническое обеспечение программных методов увязки. Программные методы могут осуществляться только при соответствующем техническом обеспечении:
- Беренс - оборудование с лазерным устройством для лазерной резки из листа
|
Билет 3
1. Технологический процесс представляет собой сложный комплекс действий орудий производства и исполнителей по преобразованию исходных материалов в готовые изделия. В процессе этого преобразования последовательно изменяется и переходит из одного вида в другой состояние и формы элементов конструкции, достигая заданных значений. Три основных признака ТП:
2. Средства увязки- различные устройства, предназначенные для переноса увязанных размеров и формы с первоисточников на объекты увязки. В производстве применяют средства трех типовых групп:
Билет 6
1. Технологический метод- способ преобразования исходных материалов в готовое изделие. Метод формообразования- изготовление изделия из жидких порошкообразных и волокнистых материалов. Обработка- метод изготовления деталей путем заданного изменения формы, размеров, чистоты поверхности или физико-механических свойств материала. Изменение указанных параметров и свойств осуществляется путем внешнего воздействия на него различного вида энергий (механическая, тепловая, химическая, электрическая, магнитная). Сборка- метод образования разъемных или неразъемных соединений между составными частями изделия. Метод литья- формообразование из жидкого материала путем заполнения им полости заданной формы с последующим его затвердеванием. Обработка резанием- обработка, которая заключается в образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала с образованием стружки. Термический метод заключается в изменении структуры и свойств материала заготовки вследствие тепловых воздействий. Электрофизический метод заключается в изменении формы, размеров и чистоты заготовки путём использования электрических разрядов в жидкости, а также в энергии импульсного магнитного поля. Метод лазерного излучения- электрический метод, заключается в изменении формы, размеров вследствие растворения поверхностных слоев материала в электролите. Нанесение покрытия- метод обработки, который заключается в образовании на поверхности слоя из инородного материала. Методы сборки: клепка, сварка, склеивание, резьбовое и болтовое соединения. Клёпка- метод образования неразъемных соединений при помощи заклепки. Сварка- метод образования неразъемных соединений за счет взаимного расплавления и совместного затвердевания металлического материала соединённых деталей в зоне их контакта.
2. При запуске в производство ЛА в качестве обязательного технологического документа разрабатывается схема геометрической увязки, характеризующая способ переноса номинального размера с чертежа на технологическую оснастку и детали.
П
Вертикальная плоскость называется плоскостью симметрии планера или агрегата. Горизонтальная плоскость называется плоскостью строительной горизонтали, а вертикальная плоскость- плоскостью нулевой дистанции.
Билет 9
1. Технологическая операция- наиболее крупная законченная часть ТП, которая выполняется в конкретном производстве непрерывно на одном рабочем месте. Отражает организационно-экономическую сущность ТП и преследует цель его оснащения, нормирования, планирования, регулирования учёта и процесса. Деление ТП на операции определяется достигнутым техническим уровнем предприятия и его технологическими возможностями. ТО представляет собой комплекс непрерывно чередующихся действий, оборудования и исполнителей, обеспечивающих заданное изменение свойств предмета в конкретных производственных условиях. ТП 3-х категорий:
Подготовительная обеспечивает подготовку материалов, заготовок, полуфабрикатов, деталей и комплектующих изделий к выполнению основной операции. При основной операции осуществляется непосредственная переработка исходных материалов в изделия и готовую продукцию. Завершающие- окончательную доводку, контроль качества. Технологический переход представляет собой законченную часть ТО, выполняемую одним инструментом относительно одних и тех же базовых поверхностей. В Тех переходе рассматриваются:
Установ- часть ТО, которая выполняется при изменении закрепления обрабатываемой заготовки перед сборочной единицей в процессе сборки. Позиция- занимается неизменно закреплённой заготовкой совместно с приспособлением относительно инструмента. Проход- часть перехода, выполняемая при одном перемещении инструмента относительно обрабатываемой поверхности. При выполнении прохода могут быть выделены рабочий и вспомогательный ход инструмента. Рабочий ход- законченная часть тех.перехода или прохода, которая состоит из однократного перемещения инструмента относительно заготовки и сопровождается изменением формы, размеров, шероховатости поверхности или свойства материала заготовки. Вспомогательный ход- законченная часть тех. перехода или прохода. которая состоит из однократного перемещения инструмента относительно заготовки и НЕ сопровождается изменением формы, размеров, шероховатости поверхности или свойства материала заготовки. вспомогательный ход называют холостым.
2.Универсальные средства увязки. Инструментальные стенды – универсальные средства увязки объёмной конструкции. Используется система, состоящая из координатных линеек, расположенных параллельно трём осям прямоугольной СК. Оптические и лазерные устройства и приборы. Применяются в качестве средств увязки при монтаже сборочной оснастки и контроля сборочных единиц для проверки прямолинейности. В число устройств, получивших широкое применение – лазерное центрирующее устройство - входят лазерные излучатели, оптические трубки, целевые знаки. Оборудование с ЧПУ для механической обработки элемента оснастки. Электронные и электронно-механические контрольно-измерительные машины КИМ. Применяются для контроля обвода образующей заготовительно-штамповочной оснастки и фиксирующих элементов сборочных приспособлений.
Билет 14. 1.Влияние объёма производства на технологические процессы. Организационные формы производства и их влияние на технологические процессы. Объём производства – общее количество деталей, сборочных единиц или изделий в целом, которое изготавливается на заводе в соответствии с потребностями плана. Программа выпуска – количество изделий, изготовленных за определённый календарный период времени (годовая, месячная). Чем больше производственная программа, тем больше должно быть изготовлено и применено оснастки. Степень оснащённости – коэффициент оснащённости детали. Косн=Nосн/Nдет Nосн - количество оснастки Nдет – количество деталей На предприятиях авиационной промышленности применяются разные организационные формы производства. Типы производства -Единичное -Серийное -Массовое Коэффициент закрепления операции – одна из основных характеристик типа производства. Rзо= n/m n – число различных операций, выполненных в течении месяца m – количество рабочих мест, на которых выполняются эти операции. Единичное производство. Характеризуется разовым выпуском небольшого числа какого-либо изделия при большой и разнообразной номенклатуре. Изготовление изделия, как правило, не повторяется и носит индивидуальный и прерывный характер. Уровень технологической оснастки весьма низкий и характеризуется применением простейшей технологической оснастки и низким уровнем механизации. Цикл технологической подготовки при единичном производстве непосредственно применяется к циклу изготовления изделия. Типичным предприятием единичного производства является опытное производство, которое обычно организуется в системе конструкторских бюро, где проектируются и изготавливаются первые опытные ЛА. Серийное производство. Характеризуется изготовлением органической номенклатуры изделия периодически повторяющимися сериями через определённые календарные промежутки времени. Периодически повторяются технологические процессы изготовления деталей, сборки отсеков и изделия. Различают производство -мелкосерийное -среднесерийное -крупносерийное
Билет 17. 1.Технологические службы предприятия, осуществляющие разработку технологических процессов. На авиационных заводах, как и на всех машиностроительных, имеются специальные технологические службы, которые осуществляют технологическую подготовку производства, делятся на централизованные службы, которые непосредственно подчиняются главному инженеру и административно – начальнику цеха. Централизованные службы возглавляются главными специалистами, основным из них является главный технолог завода, который руководит всей технологической подготовкой производства. Отдельные крупные технологические направления возглавляют начальники отделов, это отраслевые отделы. При значительном объеме сварочных работ выделяется служба главного сварщика. 1. Централизованные технологические службы определяют технологическую политику на предприятии и организуют ее практическое осуществление. Они разрабатывают основные директивные технические указания, определяющие общие принципы изготовления ЛА и его элементов. Проектируют и руководят изготовлением технологического оснащения. Разрабатывают нормы расхода материалов и энергетических ресурсов. Утверждают рабочие и ТП изготовления. 2. Децентрализованные технологические службы руководствуются директивными указаниями, разрабатывают рабочие и ТП для изготовления деталей сборочных единиц они формируют и отслеживают технологическую дисциплину. Технологической дисциплиной называют соблюдение в точном соответствии рабочего тех.процесса, требований конструкторской и технологической документации. 2.Теоретический и конструктивный плазы. Теоретический плаз – плаз, на котором выполнен теоретический чертёж данного агрегата или узла самолёта в натуральную величину. Основное назначение заключается в увязке теоретических контуров агрегатов в разных сечениях. Кроме того, они служат для построения на конструктивных плазах теоретических обводов, а также воспроизведения и подгонки теоретических контуров основных шаблонов. ТП выполняется тушью на металлическом листе в двух или трёх проекциях. На плазе наносится следующая информация -теоретические контуры -координатные и конструктивные оси -базовые отверстия Каждая кривая строится по разметке на плазе только один раз и после проверки узаконивается в качестве эталона теоретического контура. ТП хранится в качестве эталона в плазово-шаблонном цехе и на производство не выдается. Конструктивный плаз – особый чертёж, на котором нанесены теоретический контур узла, координатные и конструктивные оси и произведена конструктивная разбивка и увязка узла или детали, выполненных в натуральную величину. КП служит для -изготовления шаблонов -контроля шаблонов -конструктивной увязки всех входящих в узел деталей КП обычно выполняется на прозрачном листовом пластике.
Билет 20. 1.Виды технологических процессов и области их применения. Степень детализации. В зависимости от того, на какой стадии проектирования разрабатывался ТП, их делят -проектные -рабочие Проектный ТП – ТП, выполняемый на базе предварительной технологической документации, созданный на стадии эскизного проектирования изделия. Рабочий ТП – ТП, выполняемый по рабочей технологической и конструкторской документации и применяемый для конкретного изделия в соответствии с требованиями чертежей и технических условий. В зависимости от количества изделий, охватываемых процессом, устанавливаются два вида -единичный -типовой Единичный ТП – ТП, применяемый для изготовления изделий одного наименования и типоразмера. Типовой ТП – ТП, предназначенный для изготовления группы изделий с общими конструкторскими технологическими признаками. Групповые ТП – ТП, предусматривающие совместное изготовление или ремонт на специализированных рабочих местах групп изделий, имеющие общие конструктивные или технологические признаки. Временный ТП –ТП, применяемый в течение ограниченного срока действия в связи с отсутствием надлежащего оборудования либо технологической оснастки. Перспективный ТП –ТП, соответствующий современным достижениям науки и техники, методы и средства которого полностью или частично предстоит освоить на предприятии в будущем. Степень детализации ТП. Глубина разработки и степень детализации может быть различной. Могут осуществлять весьма глубокую разработку, по которой будет легко работать в производстве и имеющая меньшую затрату труда, но на разработку таких процессов требуется сложный инженерный труд и длительные сроки подготовки производства. По степени детализации предусматривается деление ТП -маршрутные -операционные -маршрутно-операционные В МПТ приводятся только операции в последовательности их выполнения без указания переходов и режимов обработки. В ОТП кроме операций излагаются входящие в них переходы и приводятся режимы обработки. В МОТП часть операций приводится с указанием переходов и режимов обработки, часть без них.
2.Эталонные методы увязки. При эталонных методах увязка осуществляется в процессе проектирования и изготовлении эталонов поверхности, представляющих собой объёмную копию поверхности сборочной единицы, выполненную с высокой точностью в натуральную величину.
Билет 23. 1.Общие принципы выбора оптимального варианта ТП Одним из основных требований к ТП является обеспечение наименьших затрат общественного труда. Существенную роль при решении этой задачи играет величина себестоимости изделия. Себестоимость – сумма всех затрат на изготовление изделия, выраженная в денежных единицах. Для оценки трудовых затрат применяется показатель штучного времени. Штучное время – общее количество затрат на изготовление технологической операции. Трудоёмкость единицы изделия – количество труда в человеко-часах, затраченного на его изготовление.
2.Перспектива применения технологических методов увязки. Технологический метод увязки – способ взаимного согласования размеров и форм сопрягаемых элементов конструкции в зоне их соединения или прилегания к соответствующим элементам технологической оснастки. В основу закладываются первоисточники увязки, которые являются первичным носителем взаимоувязанных значений геометрических параметров соединяемых при сборке деталей сборочных единиц. Применяются также различные технические устройства с нормированными метрологическими свойствами. В основу заложены применяемые средства к источникам увязки: - чертёжные - чертёжно-инструментальные методы, чертёжно-шаблонный метод, чертёжно-макетный метод -плазовые – плазово-инструментальный метод, плазово-шаблонный метод, плазово-макетный метод -эталонные – эталонно- инструментальный метод, эталонно- шаблонный метод, эталонно- макетный метод -программные - программно-инструментальный метод, программно- шаблонный метод, программно- макетный метод Указанные методы можно разделить на две специальные группы -методы плоской увязки, -методы объёмной увязки
|

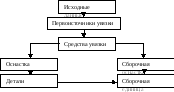 ринципиальная
схема обеспечения взаимозаменяемости
и увязки.
ринципиальная
схема обеспечения взаимозаменяемости
и увязки.