

Охлаждающие устройства
После выхода из СУ нагретая краска обычно еще находится в пластическом состоянии, поэтому ее температуру необходимо понизить, чтобы обеспечить окончательное отверждение связующей смолы. Для понижения температуры красочного изображения и предназначена секция охлаждения. Как правило, она строится на базе охлаждающих цилиндров, которые, наряду с этим, являются и лентоведущими цилиндрами, обеспечивающими перемещение ленты через СУ.
Охлаждающие цилиндры должны обеспечивать: равномерное охлаждение красочного изображения по ширине ленты; не оказывать вредного воздействия на нее; обеспечивать стабильное движение ленты без больших колебаний и обрывов; не оказывать вредного воздействия на обслуживающий персонал, включая тепловое воздействие и испарения; иметь минимальные габариты и энергопотребление.
Охлаждающие цилиндры классифицируют по количеству цилиндров, по способу прохождения охлаждающего реагента через цилиндры, по способу подвода этого реагента к цилиндрам и отвода его от них, по их относительному расположению, типу привода. В качестве охлаждающего реагента в большинстве случаев используется вода, но могут использоваться реагенты, применяемые в автотранспортер. В некоторых узкорулонных машинах в охлаждающих цилиндрах/валиках используется воздух. Возможно применение и других реагентов или иных принципов охлаждения нагретой ленты. Что касается диаметров цилиндров, то чаще всего используются цилиндры диаметром 150-450 мм.
Вопрос №25
Фальцаппарат – это узел печатной машины, предназначенный для отрезания от запечатанной ленты или лент листов и формирования из них сфальцованных тетрадей. Порядок и перечень выполняемых в ФА операций зависит от требуемых конструкции и страничности (объема) формируемых тетрадей.
ФА должен обеспечивать: высокую точность фальцевания; отсутствие повреждений в получаемой продукции; надежную и долговечную работу во всем диапазоне скоростей; удобную и быструю переналадку на выпуск продукции различных видов; автоматическую остановку при нарушении нормального режима работы; минимальный уровень вибрации и шума.
Различают три основных вида фальцовки листов: перпендикулярную, когда последующий сгиб перпендикулярен предыдущему; параллельную, когда последующий сгиб параллелен предыдущему; комбинированную, когда сгибы листа перпендикулярны и параллельны друг другу. Для получения газетных и книжно-журнальных тетрадей используют все три вида фальцовки, но наиболее употребительны перпендикулярная и комбинированная.
Выводимая из ФА тетрадь является или готовой продукцией, например газетой, или полуфабрикатом – составной частью многостраничного печатного издания. В ряде случаев газета также является полуфабрикатом, например, когда требуется вложить в нее рекламные издания или скомплектовать многостраничную газету из нескольких отдельных частей.
Вопрос №26
Фальцовка является одной из операций в брошюровочном процессе и оказывает большое влияние на качество издательской продукции, а также на характер и трудоемкость брошюровочно-переплетных работ, в частности, на подборку, шитье и формирование корешка блока. Трудоемкость машиной фальцовки сравнительно невелика, но она во многом определяет качество печатной продукции.
В полиграфии четкий сгиб принято называть фальцем (от нем. falz), продукт фальцовки – сфальцованным листом или тетрадью, а соответствующие устройства и машины - фальцевальными. Особенность терминологии в русском языке состоит в том, что наряду с термином "фальц" часто употребляется другой – "сгиб". Вместе с тем сложилось так, что первый термин скорее относится к физическому воплощению результата фальцовки, тогда как второй – одновременно к действию и результату на каком-либо этапе фальцовки. В качестве примера можно привести часто встречающиеся выражения: "фальцы по корешку или верхнему полю тетради", "срезка (фрезерование) корешковых фальцев", "получение первого, второго... сгибов" и т.п. Различают три основных вида фальцовки листов - перпендикулярную, при которой каждый последующий сгиб перпендикулярен предыдущему; параллельную, когда последующий сгиб параллелен предыдущему, и комбинированную, при которой лист сгибают и параллельными и перпендикулярными сгибами. Кроме того, фальцовка может быть симметричной и смещенной. Для книжно-журнальной продукции используют перпендикулярную и комбинированную фальцовку. По назначению, различают фальцовку проспектов и книжно-журнальную фальцовку. При фальцевании книжно-журнальной продукции должна быть предусмотрена возможность последующего скрепления.
Самым распространенным видом фальцовки книжно-журнальной продукции является симметричная перпендикулярная фальцовка, а при получении готовых тетрадей с книжно-журнальных ротаций - комбинированная. Параллельная фальцовка тетрадей книжного блока применяется сравнительно редко.
При всех видах фальцовки тетради могут иметь различное число сгибов и поэтому они подразделяются на одно-, двух-, трех- и четырехсгибные. Числом сгибов определяется число страниц в тетради. Для книг и журналов применяются в основном тетради, сфальцованные в три (16-страничные) и в четыре сгиба (32-страничные), крайне редко - в два сгиба. В один сгиб фальцуют лишь форзацы, обложки, вклейки и рекламную продукцию. Сфальцованные листы, которые обрабатываются в дальнейшем на ниткошвейных или подборочно-швейных машинах, могут иметь шлейф около 8 мм, который позволяет раскрывать тетрадь в самонакладе.
Чем больше сгибов, тем сложнее осуществлять фальцовку: каждый последующий сгиб выполнить труднее, чем предыдущий, из-за увеличения толщины и жесткости полуфабриката. Для облегчения последующих сгибов применяют бигование листа по месту будущего сгиба при его выходе из фальцаппарата. В тех сгибах, которые впоследствии будут обрезаны, часто делают перфорацию, чтобы облегчить сгибание и выдавливание воздуха из внутренних частей тетради.
К фальцовке предъявляются следующие основные требования: правильная последовательность страниц, точность сгибов, отсутствие морщин, отсутствие смазывания оттисков, удобная для подборки и шитья конструкция тетради. Листы-оттиски, подлежащие фальцовке, должны иметь две "верные" стороны, быть не слишком влажными и не должны иметь помятых кромок или загнутых углов.
Спуск полос в печатную машину и схема фальцовки листа должны быть увязаны между собой, а форматы фальцевальных машин согласованы с форматами листовых печатных машин, так, чтобы не нужно было разрезать листы-оттиски на заготовки. Существует множество вариантов фальцовки. Отдельные модели фальцевальных машин допускают получение 200 и более вариантов тетрадей.
Ф альцовку
классифицируют по способам и вариантам.
Способ определяет тип фальцевальной
машины, а ее конфигурация или
структурно-технологическая схема,
согласно которой расположены и работают
основные и дополнительные устройства
фальцмашины – возможные варианты
фальцовки. В подавляющем большинстве
случаев фальцовка листовой печатной
продукции основана на двух способах:
ножевом и кассетном. </p>
В
обоих случаях операция фальцовки
сводится к следующему: сначала на месте
будущего сгиба образуется петля, которая
затем захватывается и обжимается
вращающимися фальцваликами.
При
ножевом способе, петля получается от
прогиба неподвижного листа движущимся
фальцножом, причем нож обычно ударяет
по листу сверху, но может действовать
и в обратном направлении (это зависит
от построения машины). При кассетном
способе петля образуется после удара
движущегося листа о неподвижный упор.
В
альцовку
классифицируют по способам и вариантам.
Способ определяет тип фальцевальной
машины, а ее конфигурация или
структурно-технологическая схема,
согласно которой расположены и работают
основные и дополнительные устройства
фальцмашины – возможные варианты
фальцовки. В подавляющем большинстве
случаев фальцовка листовой печатной
продукции основана на двух способах:
ножевом и кассетном. </p>
В
обоих случаях операция фальцовки
сводится к следующему: сначала на месте
будущего сгиба образуется петля, которая
затем захватывается и обжимается
вращающимися фальцваликами.
При
ножевом способе, петля получается от
прогиба неподвижного листа движущимся
фальцножом, причем нож обычно ударяет
по листу сверху, но может действовать
и в обратном направлении (это зависит
от построения машины). При кассетном
способе петля образуется после удара
движущегося листа о неподвижный упор.
В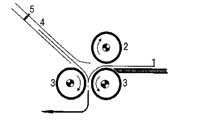 се
фальцевальные машины по способу
фальцеобразования подразделяются на
ножевые, кассетные и комбинированные
(кассетно-ножевые). Основные варианты
фальцовки, используемые в выпускаемых
в настоящее время кассетных и
комбинированных фальцмашинах, можно
классифицировать по числу выполняемых
сгибов (одно- и многосгибная фальцовка),
взаимному расположению сгибов относительно
друг друга (перпендикулярная, параллельная
и комбинированная), числу полос на
сфальцованной доле листа (с получением
одинарных тетрадей, тетрадей-двойников,
тетрадей-тройников и т.д.), с конечной
разрезкой тетрадей-двойников и
тетрадей-тройников и без разрезки на
выходе фальцмашины, одно- и двухпоточной
фальцовке листов (с промежуточной
разрезкой листа в фальцсекции на две
части и без разрезки). Разновидностями
всех видов фальцовки являются симметричная
(каждый сгиб по середине сфальцованной
доли листа) и со смещением (например, со
шлейфом). Параллельная фальцовка может
быть "гармошкой" (смежные фальцы
тетради направлены в противоположные
стороны), "в намотку" (фальцы тетради
как бы наматываются друг на друга) и
"оконной" (с клапанами). Фальцовка
часто сочетается с дополнительными
операциями в фальцмашине - нанесением
клеевой полоски, различными видами
перфорирования, биговки или резания.
Отдельные модули и устройства в
фальцевальных машинах и линиях
обеспечивают особые способы
фальцеобразования, нанесения клея на
фальцуемый лист, перфорирования, резания
или его шитья (с использованием
термонитей).
се
фальцевальные машины по способу
фальцеобразования подразделяются на
ножевые, кассетные и комбинированные
(кассетно-ножевые). Основные варианты
фальцовки, используемые в выпускаемых
в настоящее время кассетных и
комбинированных фальцмашинах, можно
классифицировать по числу выполняемых
сгибов (одно- и многосгибная фальцовка),
взаимному расположению сгибов относительно
друг друга (перпендикулярная, параллельная
и комбинированная), числу полос на
сфальцованной доле листа (с получением
одинарных тетрадей, тетрадей-двойников,
тетрадей-тройников и т.д.), с конечной
разрезкой тетрадей-двойников и
тетрадей-тройников и без разрезки на
выходе фальцмашины, одно- и двухпоточной
фальцовке листов (с промежуточной
разрезкой листа в фальцсекции на две
части и без разрезки). Разновидностями
всех видов фальцовки являются симметричная
(каждый сгиб по середине сфальцованной
доли листа) и со смещением (например, со
шлейфом). Параллельная фальцовка может
быть "гармошкой" (смежные фальцы
тетради направлены в противоположные
стороны), "в намотку" (фальцы тетради
как бы наматываются друг на друга) и
"оконной" (с клапанами). Фальцовка
часто сочетается с дополнительными
операциями в фальцмашине - нанесением
клеевой полоски, различными видами
перфорирования, биговки или резания.
Отдельные модули и устройства в
фальцевальных машинах и линиях
обеспечивают особые способы
фальцеобразования, нанесения клея на
фальцуемый лист, перфорирования, резания
или его шитья (с использованием
термонитей).