

21. Технологические функции давления в печ пр. Бум, как и др запеч метер, имеет неровную пов-ть.
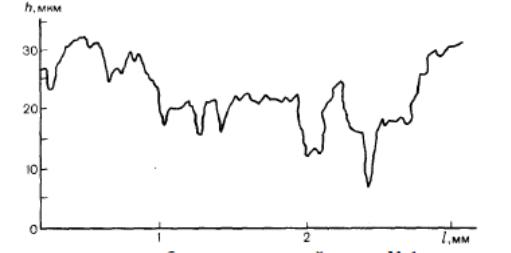
Профилограмма поверхности бумаги для высокой печати № 1
Из рис видно, что бум имеет неровности разной высоты h и протяженности l. Величина площадей неровностей бывает соизмерима с площадью печатающих эл-ов, а иногда больше. Высота неровностей поверхности различна в зависимости от типа печатной бумаги и для мелованной бумаги может составлять 5-7 мкм, а для бумаги высокой печати-25-30 мкм. При таком неровном рельефе невозможно передать на бум кр со всей поверхности печатающих элементов формы. Чтобы добиться переноса изо с формы на бум, поверхность бум д/б выровнена настолько, чтобы обеспечить полный контакт её по всей площади печ-щих эл-тов. Кроме того, чтобы переход краски на бумагу осуществлялся в нужных количествах, чтобы краска могла закрепиться на бумаге, проникая в ее микрорельеф и поры, недостаточно обеспечить лишь контакт печатной формы с бумагой. Необходимо создать условия прижима бумаги к форме с некоторым усилием. Величина этого усилия, создающего необходимое давление печатания, в большей степени зависит от способа печати, от продолжительности времени контакта, от шероховатости/жёсткости запеч матер и др факторов (н-р, чем меньше жесткость бум и выше гладкость ее пов-ти, тем меньшее давление требуется для создания условий перехода кр на бум в нужных кол-ах, и наоборот). Т.о. давление печатания необходимо: 1)для сглаживания неровностей на пов-сти запеч матер, чтобы обеспечить полный контакт печатающих эл-ов формы с бум; 2) для переноса кр с формы на бум в нужных количествах 3) для обеспечения начального закрепления кр путём внедрения её в микрорельеф и поры бумаги.
В офс печ печ-ие и проб-ые эл-ты расположены практически в 1ой плоскости, в глуб-печ эл-ты углублены по отношению к проб, но заполнены практически несжимаемой краской, что создает также как бы единую поверхность формы. Давление печатания в этих способах - сила, приходящуюся на единицу площади полосы контакта, включающей как печ, так и проб эл-ты. Р=F/S
В выс печати под давлением надо понимать силу, приходящуюся только на единицу площади печ-их эл-ов в полосе контакта, т.к. проб эл-ты расположены ниже печ-их и не должны испытывать давление при печатании. P=F/∑S
К давлению печатания предъявляются требования: 1) для передачи слоя краски одинаковой толщины с каждого печатающего элемента формы на бумагу давление печатания должно быть одинаковым по всей площади печатной формы, 2) величина давления должна быть неизменной на всем протяжении печатания тиража.
Т.к. печатный процесс сводится к передаче краски с формы на бумагу, а давление служит средством обеспечения этой передачи, важно рассмотреть зависимость количества краски, передаваемой формой на бум, от давления печатания (осн диаграмма печ процесса).
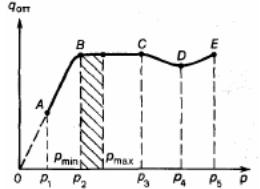
На участке диаграммы ОА, полученном при давлении 0-р1 не удается установить какой-либо закономерности в передаче краски. Количество краски, переданной на бум, носит случайный характер, так как давление на этом участке недостаточно для обеспечения полного контакта бумаги с краской. На участке АВ, которому соответствует давление в пределах р1-р2, начиная от точки А, с увеличением давления возрастает количество краски, переходящей на бумагу. Оттиски, полученные в пределах давлений р1-р2, имеют различную толщину слоя краски, а следовательно, и различную оптическую плотность (черноту при печатании черной краской). Участок давления р1-р2 нельзя считать рабочим, так как любое изменение величины давления на этом участке ведет к изменению оптических свойств оттиска. На участке диаграммы ВС, полученном в пределах давлений р2- р3, обеспечивается максимальный переход краски на бумагу, и при этом количеств краски на оттисках практически остается неизменным, хотя величина давления изменяется в довольно широких пределах. Оттиски, полученные в этом диапазоне давлений, имеют одинаковую оптическую плотность, поэтому величины давлений в пределах р2-р3 могут считаться рабочими. На участке диаграммы CD, полученном при давлениях р3-р4, количество краски, переходящей с формы на бумагу, уменьшается с увеличением давления. Это объясняется тем, что в результате избытка давления краска выдавливается за края печатающих элементов на их боковые грани, следовательно, уменьшается ее количество на печатающих элементах и вместе с этим уменьшается ее переход на бумагу. Оттиски, полученные на участке давлений р3-р4, имеют большой оборотный рельеф, недостаточную и неодинаковую оптическую плотность. Величины давлений в пределах р3-p4 нельзя считать рабочими давлениями. На участке диаграммы DE, которому соответствуют величины давлений р4-p5, количество краски, перешедшей с формы на бумагу, вновь увеличивается с возрастанием давления. Это объясняется тем, что при таких больших величинах давлений печатающие элементы вдавливаются в бумагу, она прижимается к их боковым граням и снимает выдавившуюся на них краску. В диапазоне давлений р4-р5 оттиски имеют очень большой оборотный рельеф, достаточно высокую оптическую плотность и отличаются значительными графическими (размерными) искажениями элементов изображения. Величины давлений на участке р4-р5 также нельзя считать рабочими давлениями.
22. Декели ПМ, их деформационные св-ва, факторы, опр работоспособность декеля. Декель - спец легкодеформирующаяся прокладка, помещаемая м/у запеч матер и печ цилиндром. Давление декеля необходимо чтобы 1)выровнять пов-ть запеч матер 2) компенсировать неточности самого печатного устрв. Назначение декеля: 1)создание легко регулируемого по величине давления печатания 2)частичное компенсирование разброса давления, вызванного неточностью изготовления и недостаточной жёсткостью печатного устрв. В маш выс печати применяются многослойные декели из листов картона и бум разной жесткости, а также для повыш упругих св-в вводят тонкое пробковое полотно, прорезиненные ткани, синтетические пленки. В офс маш исп-ют спец резинотканевые пластины разл жёсткости (осн составляющая часть декеля), - многослойная прорезиненая ткань с 1осторонним резиновым покрытием. В листовых маш глуб печ-составной декель (резиновое полотно и находящиеся под ним листы картона или плотной бум). В совр рулонных маш глуб печ печ цилиндр не имеет составного декеля, а целиком покрыт обрезиненным слоем, выполняющим роль декеля.
Т.к. декели, сжимаясь в зоне контакта, непосредственно участвуют в создании давления печатания, важно знать их основные деформационные свойства. Рассм развитие деформации в декеле, состоящем из высокополимерных материалов, под воздействием заданной нагрузки постоянной величины (F = const) в течение некоторого времени и спад деформации после ее снятия (F = 0)
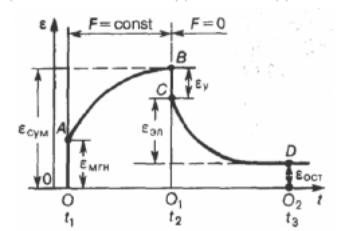
Развитие деформации в декеле под действием нагрузки постоянной величины и после ее снятия
В момент приложения нагрузки в декеле возник мгновенная деф сжатия (ОА), кот постепенно возрастает, причём скорость накапливания деф постепенно падает. Общая суммарная деформация сжатия декеля за время t1-t2 опр-ся на графике как О1В. При снятии нагрузки часть деформаций мгновенно исчезает (ВС), затем наблюдается постепенное уменьш деф (СD). В точке, соотв-ей времени t3, спад деформаций практически прекращается. Оставшаяся в декеле деформация соотв участку DO2.
Упругая деф εу, возникающая и исчезающая практически мгновенно, вызвана мгновенными перемещениями под действием нагрузки отдельных участков звеньев молекул, имеющих большую степень свободы. Остаточная|истинная пластическая, деф εост, вызванная необратимым смещением молекул относительно друг друга с преодолением межмолекулярных связей, в высокополимерных материалах практически неосуществима. Смещение относительно друг друга разветвленных, переплетенных между собой макромолекул затруднено. Поэтому механизм накапливания остаточной деформации в полимерных материалах можно представить как последовательное перемещение (в соответствии со степенью свободы) отдельных звеньев цепи (молекулы), сопровождающееся постепенным распрямлением гибких цепей.
Эластическая деф εэл, так же как и упругая, является обратимой, но она развивается и исчезает во времени.
Явление релаксации хар-ет физич процесс постепенного возвращения в состояние равновесия какой-либо системы, выведенной ранее из равновесного состояния. В печ процессе такой системой явл-ся декель, кот выводится из состояния равновесия в зоне печатания, подвергаясь деформации сжатия при каждом печатном цикле.
При выборе декельного матер важно знать количественный состав его деф. Преобладание в суммарной деф декеля упругих и быстрых эластических деф д обеспечить неизменную величину давления при длительном времени работы маш. На практике работоспособность декеля опр велич релаксации напряжений. Явление релаксации хар-ет процесс постепенного возвращения в состояние равновесия декеля в зоне печатания. Вследствие релаксации давление в зоне печатания постепенно уменьшается. Уменьшение напряжения в декеле зависит от его деформационных св-тв. Предпочтение матер, обладающим основной долей упругих и быстрых эластических деф. Рациональным подбором соотношения вязких и упругих св-ств декеля можно добиться такого состава деформаций, при котором снижение давления при печатании не выходит за пределы нормы.
23. Приправка, методы применения. В каких способах печати?
Разброс давления возникает из-за отклонений от номинальных размеров толщины п/ф, декеля, величины зазора в печатной паре, отклонений механических характеристик декеля от их номинальных значений, а также из-за знач по величине краевых давлений. В рез на одних участках формы возникает чрезмерное давление, кот приводит к графическим (размерным) искажениям отдельных элементов изображения, на др-давление недостаточной величины, не обеспечивающее условий перехода краски с формы на бум в нужных количествах. Чтобы уменьшить давление на одних участках формы и увеличить его на др, т.е. чтобы выравнять давление по всей площади печатной формы, и выполняется операция приправки. Приправка - это операция, целью кот в первую очередь явл-ся выравнивание давления по всей площади печ формы. Это выравнивающая приправка. Выполняется при подготовке к печатанию любой рельефной п/ф (тест, смешанной, иллюстрац). Кроме такой приправки, при подготовке к печатанию иллюстрац п/ф или отдельных иллюстр в смешанной п/ф выполняют т.н. иллюстрационную/градационную приправку. Ее цель- перераспределение давления по площади иллюстрации, а именно: повышение давления от светов к полутонам и теням изо для обеспечения необход тонопередачи растрового изо. Для выполнения этой приправки пользуются спец градационными приправочными рельефами (градационными приправками), изготавливаемыми заранее, до установки п/ф в маш.
Для снижения простоев ПМ оч важно устранить причины, вызывающие необходимость приправки в выс печ. Для обеспечения величины давления по площади формы в заданных пределах надо соблюдать условия: величина зазора в печ паре, толщина формы, бум, декеля, а также его хар-ки должны соотв необход показателям. Для бесприправочной печати надо применять ФППФ, кот лишены гл недостатка метал п/ф- разнотолщинности.
Способы текс и иллюстр приправки:
1)способы, реализуемые после установки формы в маш. Наиб старые и трудоёмкие; связанные с изг-ем ручных вырезок. Технологическая эф-ть такой приправки в значй мере зависит от опыта и квалификации печатника;
2)сп, реализуемые после изготовления п/ф до установки её в машину, предусматривают исп-ие спец приправочных матер и вспомогат устр. К ним относятся: изготовление силовой приправки на мелорельефной бум способами электронного гравирования и хим-ого травления-порошковая приправка (на оттиск, изг-ый с выверенного клише на плотной бум, наносится слой мелкодисперсного термопластичного порошка высокополимера, кот при термообработке в сушильном шкафу оплавляется, образуя рельеф переменной высоты-в соотв с кол-ом краски на отдельных участках оттиска, т.е. его тональностью) и приправка, кот получают с применением термовспенивающихся матер. В последнем случае оттиск делается на особом приправочном материале, кот состоит из бумаги-основы и нанесенного на нее слоя полимера, способного к избирательному набуханию под воздействием последующей интенсивной термообработки в малогабаритных устройствах для ИК облучения. Степень набухания материала (и высота приправочного рельефа) будет определяться кол-ом поглощаемой тепловой энергии, кот, в свою очередь, непосредственно связано с кол-ом краски на разл по насыщенности участках оттиска.
3)сп изг-ия приправочного рельефа одновременно с изг-ем п/ф:
- градационная приправка на фотополимерной фольге, т.е. недеформирующейся (чаще всего — полиэфирной) основе, на которую нанесен слой фотополимеризующейся композиции. После экспонирования на такую фольгу негатива, используемого для изготовления п/ф, производится обработка экспонированной фольги (вымывание неотвержденных участков слоя) на том же обор и в той же последовательности, что и при изг-ии формы. Полученный приправочный рельеф подклеивается под п/ф. Эффект образования различного по высоте приправочного рельефа можно регулировать изменением величины экспозиции;
- градационная приправка на термочувствительном материале, не требующем получения красочного оттиска. Верхн (рабочий) слой приправочного матер содержит светочувствительные диазосмолы для позит/негат копирования. После экспонирования на него растрового диапозитива/негатива и соотв-ей фототехнической обработки копии изо, полученное на матер, подвергается обычной термообработке. В рез получается приправочный рельеф, высота кот соответствует градации тонов репродуцируемого изо.
2 и 3 способы-существенно более производительные и менее трудоемкие, сокращают продолжительность простоев печ оборуд, но не устраняют их до конца. «-»они довольно дороги в силу прежде всего выс стоимости полимерных приправочных матер и требуют применения спец обор (термошкафы, облучающие устройства, экспонирующие)
4)введение приправки в п/ф в процессе её изг-ия – автоприправка. При автотипном растрировании создаются условия для получения градационных переходов в рез изменения размера печ-их эл-ов формы. Но в этом же направлении может действовать и изменение кол-ва краски, переносимого на светлые, средние и темные участки оттиска, кот достигается, как следует из осн диаграммы печ процесса, регулированием давления. В этом смысл градационной (силовой) приправки, кот направлена на преднамеренное варьирование высоты печ-их эл-ов формы на участках разл тональности (сохранение ее неизменной или с очень небол приращением-буквально на толщину приправочного материала-основы-на самых светлых участках и заметное увеличение-на макс толщину приправочного рельефа-в глубоких тенях).