

11.Технологический процесс изготовления станин.
12.Построение технологического процесса изготовления станин.
При построении технологического процесса изготовления станин необходимо учитывать особенности, связанные с относительно большими размерами и массой, а также наличием направляющих:
необходимость проведения старения для предотвращения коробления;
желательность сокращения до минимума числа установок заготовки станины для полной обработки;
специфику имеющегося продольно-обрабатывающего оборудования, необходимого для высокоточной обработки направляющих станины, что требует выделения этой операции в качестве самостоятельной и ведет к увеличению числа установок заготовки.
Процесс обработки станин разделяется на несколько отдельных этапов: черновой, получистовой, чистовой и отделочной обработки. Число этапов определяется в основном необходимым числом операций старения, которые проводят между этапами. Каждый этап обработки резанием связан с необходимостью повторного закрепления или повторной установки заготовки. На каждом этапе вначале обрабатывают технологические базы для последующих операций. Наиболее ответственные поверхности заготовки станины (литые направляющие и поверхности, связанные с направляющими размерами с жесткими допусками) на предварительных этапах обрабатывают в начале этапа после обработки технологических баз, а на окончательных этапах — в конце, после обработки других поверхностей.
В автоматизированном производственном процессе изготовления станин одним из определяющих критериев эффективности построения процесса является минимальное число установок станин для полной обработки. Сокращение числа установок заготовки станины можно обеспечить следующими методами:
сокращением числа этапов обработки заготовок (черновой, получистовой, чистовой и отделочной) в результате повышения размерной точности заготовок, улучшения их качества,, создания новых материалов с заданными свойствами, уменьшения склонности станин к короблению;
использованием плит-спутников или палет для автоматического межоперационного транспортирования заготовок станин, загрузки и выгрузки станков;
применением современных станков с ЧПУ и многоцелевых станков, в том числе для пятисторонней обработки заготовок;
повышением технологичности конструкции станины.
13.Выбор технологических баз для установки станин.
Выбор технологических баз осуществляется в последовательности, показанной на рис. 2.4. Обработать заготовку за одну установку можно лишь в случае выполнения следующих условий:
если процесс обработки резанием не прерывается операциями старения, термообработки, правки и др., требующими открепления обрабатываемой заготовки;
если конструкция заготовки позволяет надежно закрепить ее за необрабатываемые поверхности, не мешая доступу инструментов ко всем обрабатываемым поверхностям;
если обрабатывающая система позволяет подвести инструмент к заготовке со всех обрабатываемых сторон.
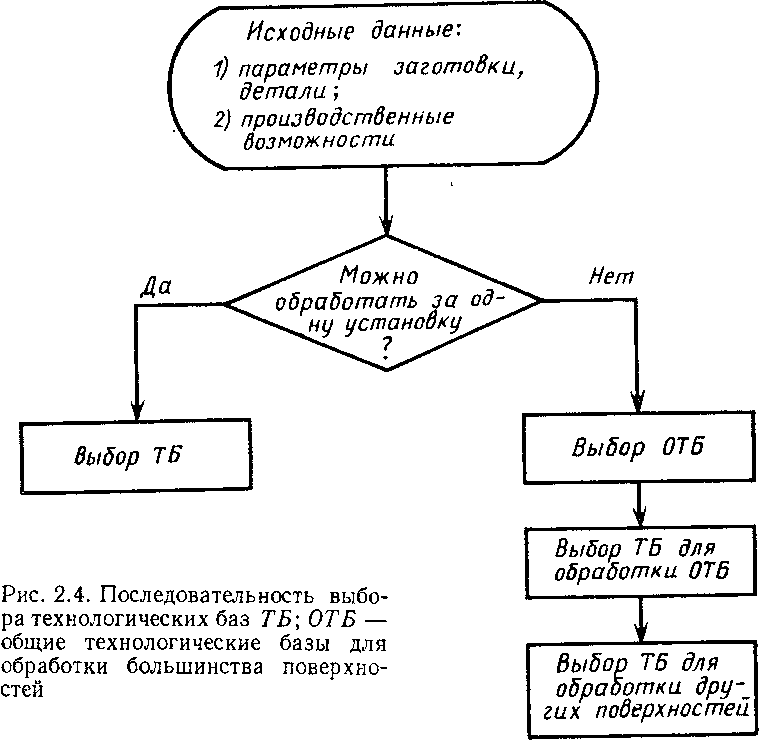
Выбор общих технологических баз для обработки большинства поверхностей. В качестве таких баз при изготовлении станин можно выбрать:
поверхности направляющих, другие вспомогательные базы станины — наиболее точные поверхности станины, относительно которых закоординированы в станине большинство поверхностей с наибольшей точностью;
поверхности, являющиеся основными базами станины.
Выбор технологических баз для изготовления комплекта общих баз. При изготовлении общих технологических баз ставятся две цели:
обеспечить требуемую точность общих технологических баз;
обеспечить требуемую точность положения комплекта общих технологических баз относительно других поверхностей заготовки в целях: 1) обеспечения в результате последующей обработки требуемых размерных связей между обработанными и необрабатываемыми по чертежу поверхностями станины, 2) равномерного распределения припусков по наиболее ответственным поверхностям станины и прежде всего по литым направляющим.