

20. Изготовление форм плоской офсетной печати.
Формы плоской офсетной печати отличаются от форм высокой и глубокой печати по двум основным признакам: 1) по отсутствию геометрической разницы в высоте между печатающими и пробельными элементами и 2) по наличию принципиального различия физико-химических свойств поверхности печатающих и пробельных элементов. Печатающие элементы формы плоской печати обладают ярко выраженными гидрофобными свойствами и водой не смачиваются. Пробельные элементы, наоборот, хорошо смачиваются водой и способны удерживать на своей поверхности некоторое ее количество, они обладают ярко выраженными гидрофильными свойствами.
В процессе плоской печати проводится последовательное смачивание формы водным раствором и краской. При этом вода удерживается на пробельных элементах формы вследствиеих гидрофильности, образуя на их поверхности тонкую пленку. Краска удерживается только на печатающих элементах формы, которые она хорошо смачивает. Поэтому принято говорить, что процесс офсетной плоской печати основан на избирательном смачивании пробельных и печатающих элементов водой и краской.
При получении ПФ на поверхности материала (формной основе) должны быть созданы устойчивые печатающие и пробельные элементы с разными свойствами. Формирование изображения происходит при контактном экспонировании растровой ФФ.
В настоящее время формные процессы для изготовления офсетных печатных форм развиваются в 3-х направлениях: изготовление монометаллических и биметаллических офсетных форм; электростатический способ изготовления форм; беспленочный способ изготовления форм.
В зависимости от вида печатных машин формы плоской офсетной печати имеют различные форматы и толщину от 0,15 до 0,5 мм.
В зависимости от природы формных пластин различают формы металлические, полимерные и бумажные. Повсеместное широкое применение получили монометаллические и биметаллические офсетные формы.
Монометаллическойназывают форму, у которой печатающие и пробельные элементы создаются на одном металле. Среди материалов для печатных форм на металлической основе значительное распространение получил алюминий (или углеродистая или нержавеющая сталь). У биметаллической формыпечатающие и пробельные элементы располагаются на разных металлах.
При производстве монометаллических форм поверхность алюминиевой или стальной пластины (0,3–0,5 мм) остается без изменений, а для биметаллической на нее наращивают слой меди (гальванопокрытие 6–20 мкм), на нем будут печатающие элементы, поверх слой хрома или никеля (гальванопокрытие 0,8–1,2 мкм) для образования пробельных элементов. Сверху наносится копировальный слой (2–3 мкм).
Схема изготовления печатных монометаллических форм копированием с диапозитивов приведена на рис. Совмещение монтажа диапозитивов с копировальным слоем предварительно очувствленных пластин проводят в копировальной раме по штифтам (эмульсия к эмульсии). Свет, проходя через прозрачные участки (пробельные), действует на копировальный слой (ОНХД), в результате чего происходит деструкция (приобретается способность к растворению). Через непрозрачные участки (печатные) свет не проходит и, следовательно, копировальный слой, лежащий под ним, остается неизменным. После копирования пластину проявляют. |
а — экспонирование; б — готовая форма; 1 — экспозиция; 2 — подкладка диапозитива; 3 — эмульсионный слой; 4 — деструкция КС; 5 — основа; 6 — КС; 7 — краска на печатающих элементах; 8 — гидрофильный слой на пробельных элементах |
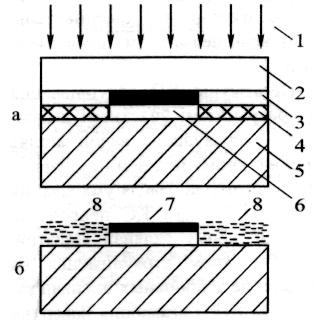
Проявляющий раствор одновременно с растворением облученных участков гидрофилизует обнажающийся металл (придание этим элементам свойства хорошо смачиваться водой.
Тиражестойкость полученных офсетных печатных форм достигает 100 тысяч оттисков.
Процесс обработки копии может проводиться вручную или в процессоре. Ручная обработка: проявление в кювете, промывка в раковине-мойке, сушка, контроль и корректура копии, промывка, гуммирование, сушка, термообработка (при необходимости).
При обработке в процессоре оператор устанавливает пластину на стол загрузки и подает ее на транспортирующие валики, далее пластина движется автоматически. Скорость движения и температуру растворов регулируется. Как правило в процессоре 4 секции: проявления, промывки, наненсения защитного коллоида (гуммирование), сушки. Для малых типографий процессор может иметь 3 секции (без промывки).
Проявляющий р-р по мере использования обновляется (подача новых порций проявителя-регенератора). В зависимости от типа процессора проявление осуществляется струями р-ра или погружением копии в р-р с одновременным механическим воздействием валиков. Промывка — струйным способом. Нанесение защитного коллоида — валковым способом. Сушка — обдувом формы с помощью вентилятора нагретым воздухом.
Гуммирование проводят для защиты пластины от негативного воздействия внешней среды (защита поверхности от загрязнения, окисления и повреждения при хранении и иустановке ПФ в печатную машину).
22. CtP
Это способ изготовления печатных форм, при котором изображение на форме создается тем или иным методом на основе цифровых данных, полученных непосредственно из компьютера. При этом полностью отсутствуют какие-либо полуфабрикаты: фотоформы, репродуцируемые оригинал-макеты, монтажи и т. д.
Состоит в том, что на пластину, покрытую светочувствительным или термочувствительным слоем, лазерным лучом с соответствующей длиной волны напрямую записывается изображение. После обработки проявителем форма готова.
ДостоинстваCtP: отсутствие промежуточных операций, благодаря чему увеличивается количество произведенных пластин с одновременным сокращением времени на их изготовление; нет необходимости в ФНА, проявочных машинах, копировальном оборудовании — экономия затрат на приобретение и обслуживание техники, сокращение производственных площадей и обслуживающего персонала; большая точность т. к. каждая пластина является оригинальной копией, изготовленной с одних и тех же цифровых данных. В результате обеспечивается большая резкость точек, более точная приводка, более точное воспроизведение всего диапазона тональностей исходного изобразительного оригинала, меньшее растискивание растровой точки.повышается качество за счет снижения уровня случайных и систематических помех; улучшаются экологические условия на предприятиях из-за отсутствия химической обработки пленки; совершенствуется организация технологического процесса.
В производственном процессе на основе технологии CtP запись изображения на формную пластину выполняют лазеры на основе цифровых данных. Если машина полностью автоматизирована, экспонирующее устройство захватывает пластину и доставляет ее в зону регистрации изображения. Далее в пластине могут пробить штифтовые отверстия для приводки в печатной машине (существуют системы, которые могут выполнять пробивку как до так и после экспонирования).
Готовая печатная форма при изготовлении проходит те же стадии проявки и сушки, что и при традиционной технологии, но в системах CtP проявка может быть автоматизирована.
Преобразование цифровых данных компьютера в изображение на поверхности формного материала осуществляется составляющим элементом системы – устройством экспонирования на формную пластину (формным имиджсеттером).
Все лазеры можно разделить на две основные категории: близкие к инфракрасному спектру термальные лазеры и лазеры видимого спектра излучения. Термальные лазеры экспонируют печатную пластину воздействием тепла, а пластины видимого спектра производят запись воздействием света. Необходимо использовать пластины, специально разработанные для того или иного типа лазеров, иначе правильной регистрации изображения не произойдет; проявочным процессоры также должны быть согласованы с типом пластин.
Находят применение три основных типа конструкции экспонирующих устройств: с внутренним барабаном, с внешним барабаном или плоскостного построения.
В аппаратах с внутренним барабаном пластина размещается на внутренней вогнутой поверхности незавершенного правильного цилиндра (более 180о). Вращающееся зеркало преломляет лазерный луч, направляя его перпендикулярно поверхности пластины. Каретка с зеркальной призмой движется вдоль оси цилиндра, обеспечивая адресацию второй координаты.
Технология внутреннего барабана имеет ряд св-в: жесткая растровая точка (луч перпендикулярен поверхности пластины); один источник излучения, т.е. высокая точность записи; простота замены источника излучения; большая оптическая глубина резкости; простота установки перфорирующего устройства.
Такие устройства обеспечивают высокие показатели качества. Но работают относительно медленно, длительная загрузка пластин в барабан. Устройства имеют большие габариты. Устройства с внутренним барабаном активно применяют для коммерческой печати и печати на упаковке в среднем формате (8- и 16-полосном), а также в малом формате (2- и 4-полосном). В большинстве таких устройств используются лазеры видимого спектра.
В устройстве с внешним барабаном пластина монтируется на внешнюю поверхность вращающнгося цилиндра, экспонирование производится линейной матрицей лазеров. Возможно использование множества параллельных лазерных лучей (напр., 200) значительно сокращает время записи, цилиндр вращается относительно медленно.лазерные диоды долговечны, стоимость запасных источников излучения относительно не высокая. Простое фиксирование формной пластины (как на формных цилиндрах печатного аппарата) особенно удобно для больших форматов. Но время монтирования пластины большое, невысокая глубина резкости, возможность появления лазерных лучей различной интенсивности, при выходе из строя одного лазера заменяется вся линейка.
Плоскостные устройства: эта конфигурация наименее дорогая, как правило, с ручными приемами обслуживания всех операций при перемещении пластин и пробивки штифтовых отверстий. Пластину устанавливают на плоскую плиту, которая перемещается перпендикулярно направлению лазерного луча. Планшетные экспонирующие устройства используют в основном для записи изображений малых форматов или при невысоких требованиях к качеству (например, в газетном произв-ве).
Различные фирмы предлагают специальные формные пластины (в зависимости от источника лазерного излучения):
1) серебросодержащие
2) с гибридными слоями
3) с термочувствительными слоями
В формных пластинах офсетной печати содержащих галогеносеребряные слои на бумажной, полимерной или металлической подложке после экспонирования и хим. обработки образуются печатающие и пробельные элементы. ПФ на бумажной основе (до 5 000 копий) из-за деформации увлажненной бумажной основы происходит искажение элементов ИЗО — однокрасочная печать. На полимерной основе тиражестойкость — до 20 000 копий.
Гибридные формные пластины представляют собой многослойные структуры, состоят из слоя галогеносеребряной эмульсии копировального слоя и металлической подложки. Технологический процесс изготовления ПФ после экспонирования включает химико-фотографическую обработку галогеносеребрянного эмульсионного слоя (проявление, фиксирование); экспонирование копировального слоя через полученную маску, удаление маски и обработка копии, полученной на копировальном слое. Тиражестойкость до 250 000 экз.
В формных пластинах с термослоями печатающие и пробельные элементы формируются под действием ИК лазерного излучения. Могут использоваться разные принципы: непосредственное тепловое воздействие на термослой, экспонированные учстки переходят из гидрофильного в гидрофобное состояние; диффузионный перенос изображения в многослойных структурах; двойного слоя, когда после воздействия излучения печатающие и пробельные элементы формируются в разных слоях, образуя микрорельеф изображения.
Термопластины не чувствительны к дневному свету и после экспонирования не требуется их мокрая обработка. Пока мало используется, но за ними будущееCtp.