

2.8. Технологический процесс обработки и сборки бортов в верхней одежде
Литература: 2,13 – 18,20,22,50,51,69,78.
Обработка борта является наиболее трудоемким узлом в верхней одежде.
От выбранного метода обработки будет зависеть качество обработки и внешний вид изделия, посадка изделия на фигуре.
Время обработки при недублированных подбортах составляет 20 - 25% от общей затраты на изготовление изделия.
Если изделие обрабатывается с бортовой прокладкой (в настоящее время снижается объем изготавливаемых изделий с бортовой прокладкой), то процесс обработки можно разбить на 3 этапа:
1. обработка подбортов;
2. обработка бортовой прокладки;
3. сборка бортов.
Подборта могут отличаться по форме и размерам. Для экономии расхода ткани подборта чаще всего выкраивают составными с одной или двумя надставками, которые притачивают стачным швом шириной 5 -7 мм к подбортам. На правый подборт согласно техническим условиям на модель притачивают калькуляционный талон и фирменный знак предприятия.
В зависимости от модели и свойств ткани при обработке подбортов возможен ряд особенностей: форма подборта должна соответствовать форме лацкана, подгонка рисунка осуществляется сутюживанием или подгонкой рисунка с формой лацкана, в изделиях из толстых тканей внутренние срезы окантовывают, иногда в мужских и женских изделиях окантовывают для эстетического оформления, внутренние срезы обметывают на специальной машине или застрачивают с открытым или закрытым срезом, учитывая свойства применяемых тканей. Петли на лацкане подборта размещают параллельно уступу лацкана на расстоянии 30-40 мм от уступа и 20-25 мм от края лацкана. Петли для внутренней застежки могут быть обработаны обтачками или обметаны на полуавтомате 73401-РЗ и 62761 "Минерва", Чехословакия с глазком. А на полуавтомате 25-А кл. ПО "Промшвеймаш" – прямая без глазка. Петли также можно обрабатывать в крае борта (типа гульфика).
Обработка обтачной петли с дополнительным прорезом на подборте.
Обработка петель без дополнительного прореза на подборте.
В зависимости от модели полочка может быть с цельнокроенными и отрезными подбортами из основного или отделочного материала, без подбортов с припуском на обработку бортов или обработаны планками.
При применении неклеевой прокладки в бортах кромка может быть притачана по бортовому срезу. В данном случае кромку соединяют с полочкой и прокладкой одновременно. Кромку прокладывают с целью фиксации формы полочки в процессе формирования, повышения устойчивости при носке изделия, закрепления бортовых срезов прокладки. Кромку прокладывают клеевым или ниточным креплением по борту и линии перегиба лацкана на 2/3 ее длины, по низу полочки на участке длиной согласно модели.
На полочках, дублированных клеевой прокладкой, по краю борта кромку можно не прокладывать, если это не предусмотрено моделью.
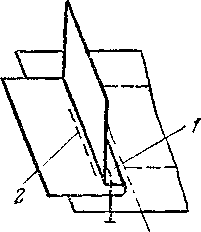
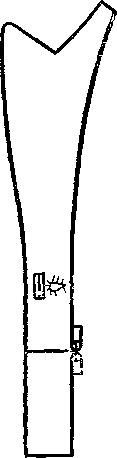
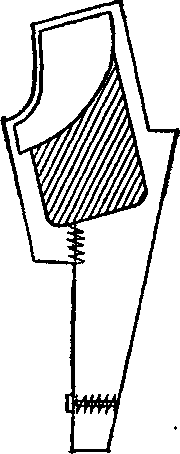
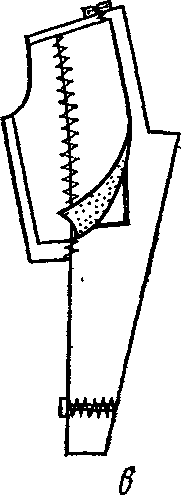
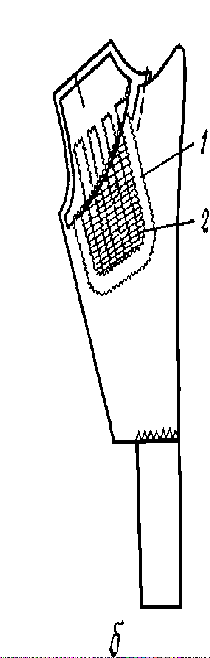
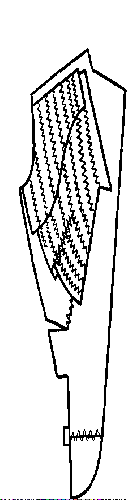
Основное назначения бортовой прокладки - повышение устойчивости формы полочки при носке одежды, она способствует увеличению прочности пришивки пуговицы и обметывания петель.
К



 онструкция
бортовой прокладки различна, что
определяет особенности ее
обработки,
согласно
рисунка
1.
Полочки соединяют с бортовыми прокладками
клеевым или ниточным скреплением. В
связи с внедрением широкого ассортимента
клеевых материалов
для прокладок бортовые прокладки
применяются
в настоящее время
реже.
онструкция
бортовой прокладки различна, что
определяет особенности ее
обработки,
согласно
рисунка
1.
Полочки соединяют с бортовыми прокладками
клеевым или ниточным скреплением. В
связи с внедрением широкого ассортимента
клеевых материалов
для прокладок бортовые прокладки
применяются
в настоящее время
реже.
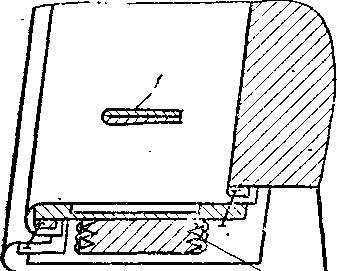
Рисунок 1. Обработка бортовой прокладки
В сборке бортов изделий верхней одежды различных конструкций, видов и моделей есть много общего. Однако характер и последовательность сборки бортов могут существенно различаться.
Все многообразие применяемых в промышленности способов обработки бортов можно разделить на четыре основные группы:
сборка бортов до стачивания плечевых швов,
сборка бортов одновременно с обработкой воротника,
сборка бортов в изделиях без подкладки,
сборка бортов не имеющих уступов.
Первый способ в основном применяется при обработке бортов в мужских изделиях, второй чаще в женских и детских изделиях. Последний особенно удобен в моделях одежды, не имеющих уступов лацканов, например, в моделях с воротником - шалью.
Второй способ сборки бортов является более производительным благодаря машинной обработке края воротника.
Формирование полочек верха выполняют сутюживанием на прессах со специальными подушками с выпуклой и вогнутой поверхностями верхней и нижней подушек или ручным способом. При формировании полочкам придают необходимую пространственную форму, которая в значительной степени определяет посадку изделия на фигуре человека и внешний вид изделия.
В изделиях из хлопчатобумажных и шелковых тканей, а также с водоотталкивающей пропиткой полочки не формируют.
Перед обтачиванием борта подбортом – борта и низ уточняют с целью установления окончательных размеров изделия. Борта и низ обмеляют по вспомогательным лекалам и неровности подразделяют ручным способом или с помощью специальной осноровочной машины.
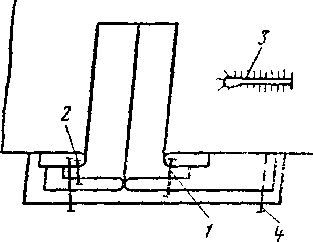
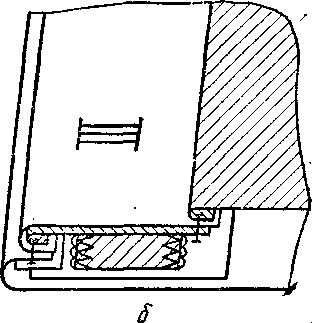
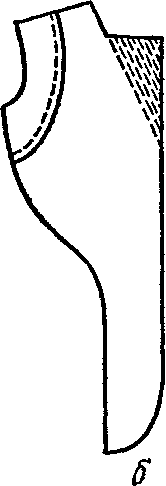
Обтачивание бортов - это одна из наиболее ответственных операций, от точности выполнения которой зависит внешний вид одежды: симметричность и идентичность формы левого и правого борта по их форме и рисунку ткани, правильное положение лацкана и борта в готовом изделии. Сложность выполнения операции по обтачиванию борта заключается не только в строгом соблюдении параллельности строчки краю обтачиваемых деталей (борта и подборта), но и в осуществлении посадки ткани подборта в уступе лацкана и средней части подборта.
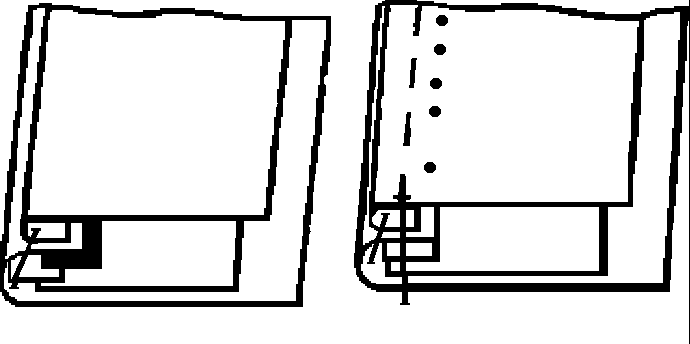
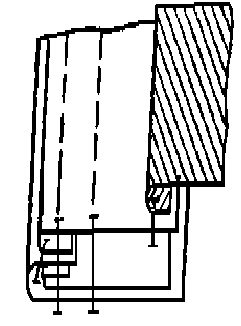
Рисунок 2. Обработка борта подбортом различными методами.
Величина посадки зависит от конструкции изделия и физико-механических свойств материала. Для обтачивания борта подбортом применяют машину 297 кл. ПО "Промшвеймаш" Россия, которая имеет 2 механизма перемещения ткани (верхний, нижний), пластину, разъединяющую стачиваемые ткани под лапкой и имеет механизм ножа для обрезки припуска шва. При обтачивании углов бортов (верхних и нижних) для точности обтачивания применяют вспомогательное лекало. Линии обтачивания наносятся по полочке. Строчка обтачивания проходит около кромки или по ней, или по прокладке при обработке бортов без кромки. Обтачивают борта со стороны полочек, начиная от уступа левого лацкана. Шов разутюживается для удобства выравнивания края борта и образования канта. В изделиях из тканей с высокой осыпаемостью шов обтачивания борта не разутюживают. Для фиксации канта борта выметывают или закрепляют строчкой челночного стежка на 2 мм со стороны полочки по лацкану и со стороны подборта по борту. Выметывание осуществляется на машине 2222 кл. ПО "Промшвеймаш" Россия или 530 - НF кл. фирмы "Штробель" Германия, 929 - 14185 Е3 “Дюркопп” Германия и д.р. В изделиях с отлетной подкладкой по низу припуск на подгибку низа подборта и полочки заметывают на расстоянии 15 - 20 мм от края борта или застрачивают углы борта с подбортом согласно контрольным меткам.
Кант по краю борта закрепляют на стачивающей машине или потайного стежка, а также клеевым способом (клеевой нитью, пленкой, паутинкой). Рисунок 2.
Для уменьшения толщины шва при обработке борта из толстых тканей, припуск шва обтачивания со стороны одной из соединяемых деталей подрезают, оставляя 2-3 мм. В моделях с застежкой доверху подрезают припуск со стороны полочки, если модель с отворотами лацканов со стороны полочки на участке лацкана и со стороны подборта на участке борта.
Цельновыкроенный подборт рекомендуется в изделиях с центральной бортовой застежкой и с прямолинейной формой лацкана. Если лацкан имеет другую форму, тогда по борту подборт выкраивают цельновыкроенным, а по лацкану - отрезным. В изделиях с неотлетной подкладкой применяется обтачивание бортов и нижних углов одновременно притачным подбортом к борту полочек и припуску на подгиб низа В изделиях детского ассортимента расширенных книзу подборта притачивают по борту и припуску на подгиб низа полочек до внутренних срезов подборта. В изделиях из хлопчатобумажных тканей борта обтачивавают с одновременным прокладыванием кромки и посадкой подбортов и полочек на кромку в соответствии с моделью.
Для совершенствования обработки бортов необходимо:
1. Совершенствование конструкции изделия (наличие цельновыкроенных деталей).
2. Механизация процесса обработки бортов с отрезными подбортами. (Применять машины со ступенчатой обрезкой шва обтачивания, машины для выравнивания канта, полуавтоматы для обтачивания борта с совмещением прокладывания кромки и обрезки срезов).
3. Замена обтачных швов, при возможности, на окантовочные с использованием элементов рулонного питания.
Использование клеевых материалов.
Унификация методов обработки бортов.
Вопросы для самопроверки.
1. Методы обработки подбортов.
2. Обработка бортовой прокладки.
3. Сборка бортов.
4. Процессы совершенствования.