

2.3 Процесс изготовления верхней одежды. Начальная обработка основных деталей верхней одежды.
Литература: 2 - 7,13,15 - 20,49.
Ассортимент верхней одежды очень разнообразен и постоянно обновляется, вследствие роста потребностей, изменения вкусов покупателей, повышения материального благосостояния и культурного уровня населения.
Для изготовления верхней одежды используется широкий ассортимент материалов, отличающихся различным сырьевым составом, способом производства, структурой и свойствами. При изготовлении верхней одежды внешний вид ее зависит от качества применяемого материала, прокладок, подкладки, швейных ниток.
К основным процессам изготовления верхней одежды относятся разработка конструкции изделия и технологическая его обработка, включая раскрой материала, пошив изделия, отделку и контроль качества. Сущность этих процессов сводится:
1. К созданию модели и его конструкции (расчет и построение чертежей деталей одежды базового размера).
2. Разработка лекал и технической документации на модель.
3. Придание объемной формы деталям или узлам изделия (раскрой, вто).
4. Соединение деталей одежды нитками, клеем, термосваркой или изготовление одежды непосредственно из волокон и полимерных материалов методами вспенивания, напыления, термолитья и формования.
5. Оформление срезов деталей изделия (предохранение от осыпания).
6. Отделка изделий в соответствии с требованиями их художественного оформления (нанесение отделочных строчек, пришивание отделок и т.д.).
7. Контроль качества материалов, полуфабрикатов и изделий.
Все работы, проводимые в процессе изготовления верхней одежды, делятся на ручные, машинные и влажно-тепловые.
К основным деталям верхней одежды относятся - полочка, спинка, рукава, передние и задние части брюк, полотнища юбок. Начальная стадия обработки всех деталей состоит из выполнения соединительных и отделочных швов, складок и вытачек.
Для изделий без подкладки и с подкладкой, изготовленных из легко
осыпающихся тканей, в начальную стадию обработки входит обработка срезов.
За последние годы широкое распространение при изготовлении верхней одежды, пошиваемой особенно из облегченных тканей, получил метод фронтального дублирования отдельных деталей или некоторых их участков, основным назначением которого является повышение формоустойчивости и износостойкости одежды. К таким деталям относятся, прежде всего, полочка и спинка. Детали могут состоять из одной или нескольких частей, которые в зависимости от модели могут быть соединены различными швами: стачным, настрочным, накладным и др. В зависимости от применяемых материалов швы можно обрабатывать без предварительного заутюживания или разутюживания. В изделиях из легкорастяжимых материалов фигурные, овальные срезы предварительно закрепляют клеевой или неклеевой кромкой, прокладками.
Объемную форму различных деталей изделия, в том числе полочки и спинки создают двумя способами:
1. Конструктивными - с помощью вытачек, отрезных деталей, подрезов и т.д.
2. Влажно-тепловой обработкой деталей.
В практике швейного производства применяют плоское дублирование деталей одежды, осуществляемое на прессах с плоскими подушками при соответствующих параметрах влажно – тепловой обработки.
Для дублирования изделий используют различные конструкции деталей прокладок, виды прокладочных материалов, способы соединения прокладок и т.д. Конструкция деталей определяется видом и свойствами клеевых прокладочных материалов.
В промышленности постоянно ведется работа по исследованию и разработке новых прокладочных материалов, обладающих повышенной формоустойчивостью, прочностью склеивания, стойкостью к химической чистке и т.д. Например - трехзональные прокладочные ткани отличающиеся сырьевым составом, номерами нитей и показателями физико-механических свойств по ширине полотна. Клеевые прокладочные материалы применяют в зависимости от структуры и свойств основных материалов. Прокладки располагают по всей длине поверхности детали или на отдельных участках деталей. Дублирование деталей выполняют на прессах периодического или непрерывного действия с программным механическим и электронным управлением, которое позволяет заложить в память до десяти и более программ, например автоматические непрерывные дублирующие пресса 274, 334 фирмы “Макпи” Италия и “Кенигиссер” Германия. Дополнительные прокладки располагают в соответствии с разметками модефикации, надсечками или срезами деталей. Срезы обрабатывают для предохранения от растяжения и осыпания в процессе обработки и эксплуатации изделия.
От растяжения и сохранения формы и размеров конструктивных линий прокладывают с небольшим натяжением кромку, специальную тесьму, нетканный
клеевой материал, выкроенный по форме соответствующих срезов по:
1. проймам полочки и спинки;
2. плечевым срезам полочек;
3. срезу горловины спинки;
4. в местах расположения ластовиц;
5. плечевым срезам рукавов реглан;
6. плечевым срезам передних частей рукавов цельновыкроенных с полочкой или кокетками.
Клеевую кромку прокладывают на расстоянии 3-5 мм от срезов, неклеевую - на 3 мм. Строчки притачивания кромки располагают так, чтобы они входили в швы соединения деталей. Ширина кромки, в основном, 7-10 мм. Не прокладывают кромку в изделия:
1. из плащевых тканей с пленочным покрытием, прорезиненных;
2. материалов на меховой основе или дублированных мехом, паралоном;
3. многослойных стеганых полотнах;
4. натуральной кожи, замши;
5. искусственной кожи, замши, в связи с малой растяжимостью.
Если наблюдается растяжимость, в таких случаях притачивают неклеевую кромку. Для предохранения срезов от осыпания, срезы:
1 .обметывают;
2. застрачивают;
3. окантовывают;
4. вырезают зубчиками;
5. проклеивают;
6. оплавляют.
Срезы при отлетной подкладке обметывают от низа изделия вверх на расстоянии 40 - 50 см или полностью в женских и мужских изделиях, 30 - 25 см в детских.
Для совершенствования при обметывании можно использовать клеевую нить, что сократит время для подшивания низа изделия. При этом исключается применение подшивочной машины потайного стежка, улучшается качество - нет проколов. Применение приспособлений малой механизации позволяет обработать швы вподгибку с открытыми и закрытыми срезами.
Для стачивания вытачек в костюмных тканях применяют полуавтомат 3022-М ПО "Промшвеймаш". Производительность полуавтомата 7 вытачек в минуту. Длина вытачки от 30 до 260 мм.
При составлении технологической обработки деталей и узлов изделия необходимо учитывать технологические инструкции по изготовлению одежды, применять унифицированную технологию, рациональные способы изготовления, технологичные конструкции и т.д.
Вопросы для самопроверки.
Ассортимент материалов при изготовлении верхней одежды.
Дублирование деталей.
3. Обработка срезов деталей.
4. Обработка вытачек.
5. Обработка шлиц и разрезов изделия.
6. Обработка рельефов.
7. Обработка кокеток.
2 . 4 – 2.7 Технологический процесс изготовления и сборки всех видов
карманов.
Литература: 2,13 – 18,20,22,24,50,51,52,55,69,74,78,81.
При получении контрольных заданий студенты заочной формы обучения должны составить конспект и изучить методы обработки карманов по указанной литературе: (15,16,17,18,50,51,52,55,81.)
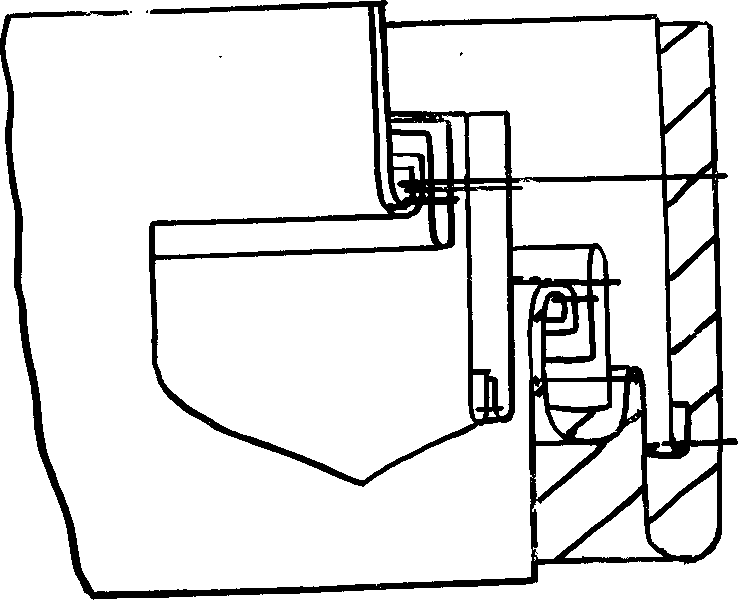
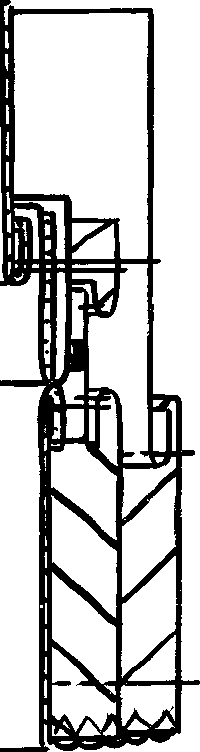
Методы обработки карманов оформляются в виде зарисовок разрезов с нумерацией последовательности обработки узла. В данном конспекте представлены только новые методы обработки прорезных карманов.
По конструкции карманы в изделиях верхней одежды весьма разнообразны. В мужской одежде обработка карманов занимает 10% трудоемкости изготовления изделия. Все карманы делятся на две группы: внешние и внутренние.


Карманы можно обрабатывать различными методами и способами. Они оформляются различными художественно-декоративными отделками и т.п.
Карманы имеют разнообразные прорезы по внешнему виду, конструкции и способам обработки.
Прорезные карманы различают по месту расположения: на переде и полочках (боковые и верхние), на рукавах, передних и задних частях брюк и т.д.
По направлению прореза: горизонтальные, вертикальные, наклонные.
По форме прореза: прямолинейные и фигурные.
По форме внешнего вида: со складками, рельефными швами, прорезами.
По отделке верхнего края прореза:
- с клапаном;
- с листочкой;
- с обтачками и их комбинациями;
- с застежкой на тесьму –"молния";
- патами различной формы.
По обработке нижнего края прореза:
- простую рамку;
- сложную рамку.
По способу соединения:
ниточным;
клеевым.
Внутренние карманы располагаются на:
полочках подкладки;
подбортах;
в швах соединения подкладки с подбортом и т.д.
Основными деталями для обработки карманов являются:
1. клапан, листочка - отдельные детали для оформления верхнего прореза;
2. обтачка - деталь для обработки среза нижнего прореза;
3. подзор - деталь для настрачивания на подкладку кармана на уровне входа в карман, предохраняющая подкладку от истирания и оформляющая внешний вход прореза кармана;
4. долевик - деталь, предохраняющая карман от растяжения и укрепляющая участки основной детали в области концов кармана. Долевик бывает из клеевой и неклеевой прокладочной ткани. Может отсутствовать, если полочка полностью продублирована. В некоторых моделях долевик заменяет подкладка кармана, выкроенная по основе в поперечном направлении .
Для различных видов одежды в зависимости от размеров изделия установлены группы карманов и определены размеры унифицированных деталей.
В мужских пальто 3 группы:
I 88-96 16,5
II 100-108 17,5 величина прореза кармана, в см:
III 112-128 18,5
В женских изделиях 4 группы:
I 84-92 14,0
II 96-104 15,0 величина прореза кармана, в см:
III 108-120 16,0
IV 124-136 17,0
Величина прореза определена исходя из антропологических данных
измерений кисти руки, сжатой в кулак и припусков на свободу движения
руки.
Обработка прорезных карманов состоит из трех этапов:
1. Обработка отделочных мелких деталей (клапан, листочка, обтачка).
Обработка подкладки кармана.
Сборка кармана
3. Сборка кармана (обработка прорезов).





Совершенствование:
Для обработки мелких деталей применять специализированное или специальное оборудование, например: полуавтомат 570 кл.ПО
"Промшвеймаш" для обработки и заготовки клапанов, листочек. Полуавтомат специализируется:
570-1 - для обработки мужских пальто;
570-2 - для обработки манжет в мужских сорочках;
570-3 - для обработки воротников;
570-4 - для обработки клапанов.
В настоящее время применение оборудования инофирм на швейных предприятиях увеличилось. Многие предприятия применяют для обработки прорезных карманов автомат 745 кл. фирмы "DURСОРР" и его различные модификации. Данный автомат полностью обрабатывает узел, оставляя элементы закрепления концов кармана и притачивания подкладки.
Применяются клеевые нити при обметывание и последующем соединении подзора с подкладкой при помощи ВТО. Сборку кармана можно производить на полуавтомате 596 кл. ПО "Промшвеймаш" или на машине, имеющей механизм ножа типа 397 кл. ПО "Промшвеймаш"Россия. Также применяются 2-х игольные машины 852 кл. ПО "Подольскшвеймаш" Россия для притачивания одновременно двух обтачек с последующим разрезанием ножницами. В мужских изделиях после обработки прорезных карманов концы закрепляют на полуавтомате 220 кл. ПО "Промшвеймаш" Россия или п/а LK 1850 FU “Джуки” Япония, п/а 3338 – 140/40В “Пфафф” Германия с электронно-механическим управлением..
В карманах с листочкой в зависимости от метода обработки, концы листочек соединяют с передом или полочкой накладным или настрочным швом, или на машине 335 кл. фирмы "Минерва"Чехословакия, 439 – 305/01 – 900/01 BS х 4,5 с механизмами для автоматической обрезки ниток и подгибания срезов фирмы “Пфафф” Германия. При обработке карманов в зависимости от техоснастки предприятия применяются различные виды оборудования:
Одноигольные:
97-А кл. ПО "Промшвеймаш" Россия, 997 ПО "Промшвеймаш" Россия,
1022М ПО "Промшвеймаш" Россия, 8332 “Текстима” Германия,
DLN - 415-5 – 2В/210/АК - 2 “Джуки” Япония и другие различных иностранных фирм, с электронно-механическим управлением
двухигольные:
8 5 2 х 5 - 10 Подольскшвеймаш Россия, LN- 1152 А- 5 – 2В/ МС – 210 “Джуки” Япония и т.д.
специальные:
Для стачивания с одновременным обметыванием срезов
Мо – 2516Е –FF6 – 100/ТО+6/MС – 5 “Джуки”, Япония
408 - АМ фирма "Агат" (Ростов-на-Дону), Россия 8515/690/217 “Текстима”, Германия и её модификации, 997 Е 10 “Зингер”, Германия и т. д.
220 М ПО "Промшвеймаш" Россия, LK – 1852 – 1 “Джуки”, Япония.
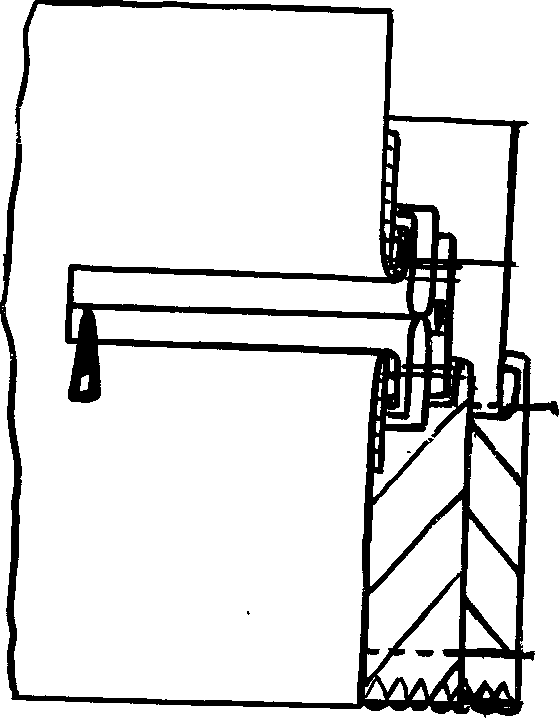
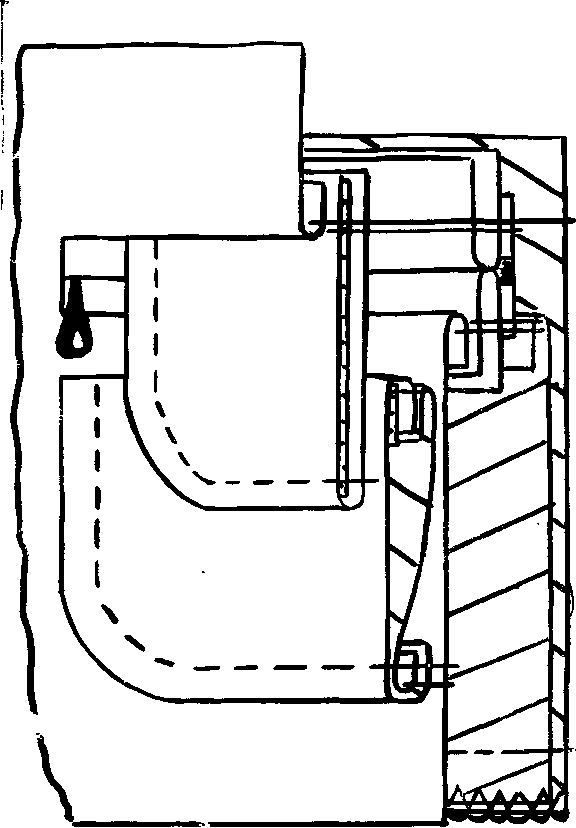
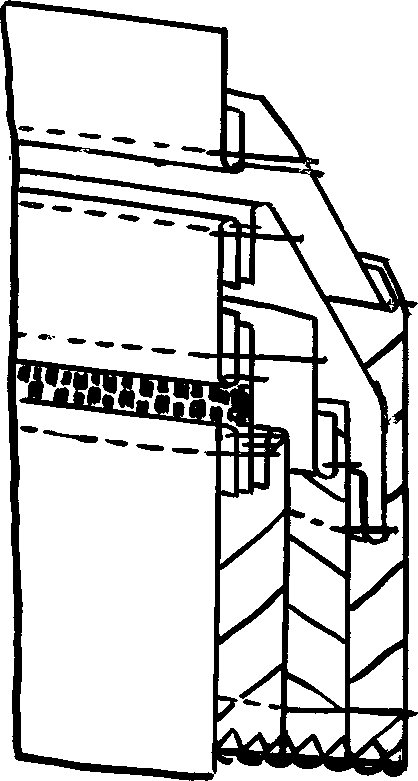
Различные приспособления, которые используются при обработке карманов
3.1 – изготовление петли для застегивания кармана;
3.2. – выполнение накладного шва (настрачивание подзора);
3.3 – настрачивание полоски материала с одновременным подгибанием срезов (настрачивание ленты с товарным знаком);
3.5 - притачивание обтачек;
3.61. - стачивание деталей карманов;
3.7. - сборка прорезных карманов на 2-х игольной машине с механизмом
ножа.
На внутренних карманах:
Петли можно обрабатывать на специальных петельных машинах типа:
525кл. По “Промшвеймаш” Россия, 811кл. “Минерва” Чехословакия, LBH - 794S – 1 “Пфафф” Германия и т.д.
При применении синтетических материалов тканевая лента может быть соединена способом сваривания.
Пришивание пуговиц: на машине 1095 , 827, 595 кл. “ Подольскшвеймаш” Россия,
СS – 600МSN - 37Gа – 1 “Паннония” Венгрия и т.д.
В целях повышения уровня качества обработки внутренних карманов, снижения трудоемкости, повышения производительности труда используются машины полуавтоматы :
596Мкл. ПО "Промшвеймаш" Россия - 2-х игольный полуавтомат для одновременного притачивания 2-х обтачек и разрезания линии входа в карман.
716 кл. фирмы "Дюркопп" Германия для обработки карманов в рамку с цельновыкроенной обтачкой.
745 кл. "Дюркопп" Германия швейная установка с ЭВМ для обработки прямых и косых прорезных карманов.
746 кл. "Дюркопп" Германия - обработка с окантовкой карманов в мужских пиджаках . Применение полуавтомата способствует сокращению затрат на обработку карманов в результате выполнения ряда операций:
- ликвидация операции нанесения линии притачивания обтачек, листочек, места расположения кармана;
- притачивания обтачек, листочки с одновременным разрезанием входа в карман;
- совмещения времени работы п/а с укладыванием оператором деталей для следующего производственного цикла;
- ликвидация вспомогательных приемов (перехваты, повороты, полуфабрикаты);
- повышение точности обработки и качества
Применение полуавтоматов обеспечивает сборку кармана за 2 приема вместо шести операций, выполняемых в автоматическом режиме за счет наличия в полуавтомате световых ориентиров, необходимых для укладывания деталей, без предварительной разметки места расположения кармана, устройство за слежением наличия нитки на шпульке. Расстояние между иглами 12 мм, длина входа в карман 85-180 мм. Полуавтомат оснащен двумя ножами.
Машина 1052 кл. для настрачивания подзора на подкладку кармана, детали. Подкладка выкраивается в виде непрерывных полос и подается из рулона.
При обработке накладных карманов без подкладки внутренний срез припуска на подгиб подшивают на машине потайного стежка (124 - 10D, 339LD “Штробель” Германия, 37500 – 2 “Юнион Спешел” США, 85 кл. и 285 кл.ПО “Подольсшвеймаш” Россия и т.д.) или прикрепляют при прессовании с помощью клеевой нитки или паутинки. Клеевую нитку прокладывают на стачивающей машине на расстоянии 1-2 мм от подогнутого среза (срезы можно не притачивать, а обметать на специальной машине).
Совершенствование способов обработки и сборки накладных карманов целесообразно вести в направлении более широкого применения метода клеевого соединения, обеспечивающего повышение производительности труда и улучшение качества обработки. А также дальнейшей унификации методов обработки накладных карманов, их механизации и автоматизации на базе типизации и нормализации деталей, применения фальцовочных прессов, которые фиксируют срезы различных форм.
Вопросы для самопроверки.
1. Какие группы и виды карманов применяются.
Методы обработки карманов.
Применяемое оборудование.