

9. Изготовление ненапрягаемой арматуры:
- поставка, приемка и хранение стали на заводе, принципы и основное условие замены арматуры, стыковая сварка, правка, резка и гнутье арматуры;
- сварка плоских сеток и каркасов, изготовление объемных элементов, виды и режим сварки, используемое оборудование и принцип его работы (привести схемы)
А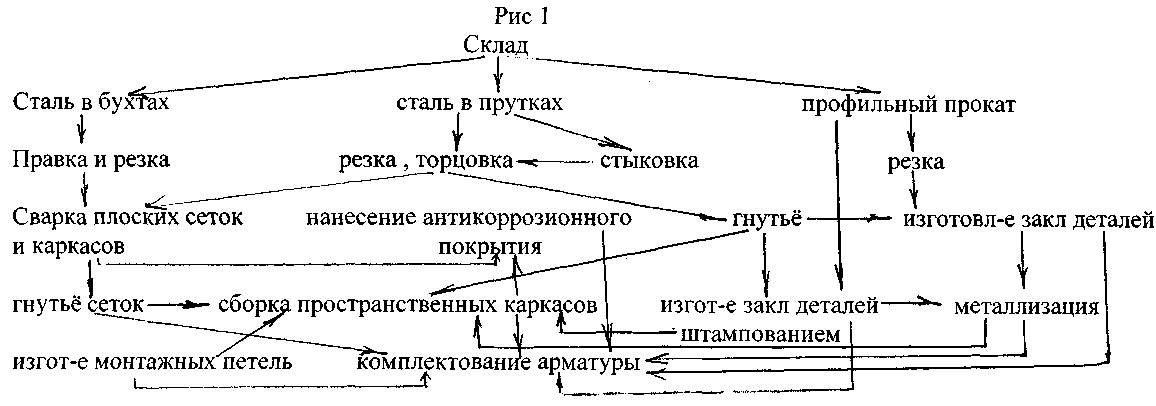 рматура
- одна
из
главных составляющих частей ЖБ, которая
обеспечивает вместе с бетоном несущую
способность, надёжность и долговечность
конструкции, а также экономичность.
Трудоёмкость 22% от общей трудоёмкости
изделия. Арматура изготавливается на
специальных предприятиях, которые
входят в состав заводов ЖБК. Производят
800-10000(15000) тонн арматуры в год, а так же
на самостоятельных спец. арматурных
заводах производят 15000-100000 тонн арматуры
в год. Опыт показывает, что производительность
на крупных предприятиях больше, а
себестоимость меньше. Это связано с
лучшей автоматизацией, роботизацией
линий производства. На таких линиях
изготавливают плоские сетки и каркасы,
закладные детали, монтажные петли,
частично объёмные каркасы. Общая схема
изготовления арматуры (рис 1).
рматура
- одна
из
главных составляющих частей ЖБ, которая
обеспечивает вместе с бетоном несущую
способность, надёжность и долговечность
конструкции, а также экономичность.
Трудоёмкость 22% от общей трудоёмкости
изделия. Арматура изготавливается на
специальных предприятиях, которые
входят в состав заводов ЖБК. Производят
800-10000(15000) тонн арматуры в год, а так же
на самостоятельных спец. арматурных
заводах производят 15000-100000 тонн арматуры
в год. Опыт показывает, что производительность
на крупных предприятиях больше, а
себестоимость меньше. Это связано с
лучшей автоматизацией, роботизацией
линий производства. На таких линиях
изготавливают плоские сетки и каркасы,
закладные детали, монтажные петли,
частично объёмные каркасы. Общая схема
изготовления арматуры (рис 1).
Обычно арматурный цех делится на несколько отделений:
-склады отделения, предназначенные для складирования стали поступающей на завод. Лучше если склад прилегает к арматурному цеху или является его продолжением. Склад должен быть закрытым. Сталь складируется по маркам, видам, классам, диаметрам, сортаментом на стеллажах удобных для использования стали.
-заготовительные отделения, в нём ведётся заготовка, стыковка, правка, резка стали, гнутьё стержней, изготовление арматуры, монтаж петель, закладных деталей, возможно изготовление дисперсной арм-ры и стеклопластиковой арм-ры.
-сварочное отделение. Сварка плоских сеток и каркасов.
-сборочное отделение. Здесь осуществляется изготовление и монтаж объёмных элементов.
-отделение по изготовлению закладных деталей и их защите от коррозии.
-волочильное отделение.
-отделение по изготовлению дисперсной, в том числе неметаллической арм-ры.
Несколько вариантов схем осуществления компоновки арм-ых цехов с формовочными цехами. Она осуществляется таким образом, чтобы обеспечивался кратчайший путь доставки арм-ры в форм цех. (рис 2).
1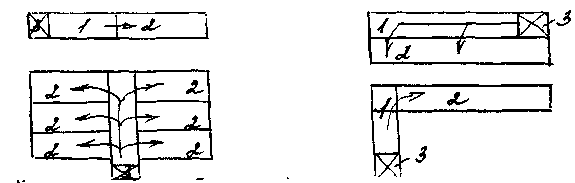 -армат-ый цех,
-армат-ый цех,
2-формов-ый цех
3-склад стали
рис 2
Как правило, запас готовых изделий в цехе должен быть на 1 смену, Продукция транспортируется в специальных конвейерах, в качестве внутрицехового транспорта используются мостовые краны, кран-балки, консольные краны, ленточные транспортёры, самоходные тележки и т.д. Изделия изготавливаются с помощью точечной сварки и для этого применяют автоматизированные и роботизированные линии, а так же отдельные станки-автоматы, отечественного производства.
Сталь может поставляться на предприятие ж/д, водным, автотранспортом, чаще ж/д на платформах и полувагонах.
Обычно стержневая сталь поступает в виде пачек разной длины от 6 до 12 м, иногда и больше. На каждой пачке имеется бирка с показателями класса стали, диаметра, марки, возможны и др. данные. Сталь A-I, А-II А-III, диаметром до 12 мм может поступать в бухтах. Канаты и пряди на специальных деревянных барабанах. Принимает сталь работник ОТК или лаборатория и ИТР цеха (технолог цеха). Они визуально осматривают сталь, взвешивают и устанавливают насколько она соответствует ГОСТу и сертификату, который поступает со сталью, если нет сертификата или качество стали вызывает сомнение, то она направляется в лабораторию, где испытывается в соответствии с ГОСТ, так же испытывается вся сталь, которая идёт на изготовление преднапряжённых конструкций. Дальше сталь складируется в закрытом складе. Нормативный запас стали 20-25 суток. На завод могут поступать готовые уже изделия: сварные сетки, каркасы, закладные детали, изготовляемые на специальных заводах. Эти изделия принимаются и хранятся так же как и армат-ная сталь.
Наши заводы не всегда в достаточной степени снабжаются нужной сталью (по видам, маркам, диаметрам, классам), в связи с этим производится гл. технологом или начальником ПТО замена арм-ры. После замены рабочей арм-ры конструкция должна отвечать всем требованиям ГОСТ и СНиП по прочности, жёсткости, долговечности и трещиностойкости. Замена должна согласоваться с проектной организацией. Часто в чертежах проект организаций указываются возможные замены напрягаемой арм-ры.
Сущ-ет 3 варианта замены:
1) Если класс стали не меняется, а изменяется только диаметр стержня. Замена делается, чтобы сечение рабочей арматуры оставалось неизменным (+5% -2%).
2) Сталь класса высокого заменяется на более низший (A-IV на A-III)
f iv
riv
=
fiiirIII,
fIII
=fivriv/rIII
fIII
>
fiv
iv
riv
=
fiiirIII,
fIII
=fivriv/rIII
fIII
>
fiv
При этом идёт перерасход стали на 20%.
3)Сталь более низкого класса заменяется на сталь более высокого класса (A-III на A-V)
f iiiriii = FVRv, FV=Fiii rIII/rv fv < fIII
Во втором случае конструкция получается более тяжёлой, имеет место перерасход стали, но конструкция отвечает всем требованиям СНиП и ГОСТ. В третьем случае конструкция получается более экономичная по расходу стали, но это может привести к тому ,что конструкция не будет отвечать требованиям по жёсткости:
B=c/ψ*Fa*Ea*ho2
с-длина проекции сжатого стержня;
ψ -коэффициент, зависящий от характера распределения местной нагрузки; В-жёсткость; Fa-сечение рабочей арматуры.
При уменьшении Fa может уменьшится В, поэтому необходимо производить расчёт по жёсткости. В случае такой замены изготовляют опытную партию изделий и испытывают их до разрушения с составлением акта испытаний по всей форме.
Использование стали без стыковки приводит к большим отходам стали -5-6%, а если стержень стыковать и затем разрезать на отрезки заданной длины, то отходы доводятся до минимума 0,5-1%. Осуществляется стыковка в заготовительном отделении. Для стыковки стержневой стали используются следующие виды сварки: контактная стыковая сварка, сварка трением, полуавтоматическая сварка под слоем флюса порошковой проволокой. Существует 2 способа сварки: непрерывного оплавления и непрерывного оплавления с предварительным подогревом стержней (для больших диаметров и разных диаметров). Контактная стыковая сварка, ручная дуговая наиболее часто применяются на производстве. Используется стыковые аппараты марок МС 1202, 1008, 1602, типа МСР и др. Имеются агрегаты К-724, К-777- для стыковки высокопрочных сталей и термически упрочнённых - АТ-4, АТБ и др.
Схема
аппарата контактной стыковой сварки:
1-стыкуемые стержни, 2-нижний неподвижные
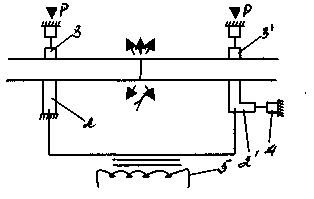 электрод,
3-верхний неподвижный электрод ,
4-пневмоцилиндр , 5-
трансформатор
,2'- нижний подвижный электрод , 3'-верхний
подвижный электрод. При включении тока
возникает вольтова дуга (L
мм), идёт оплавление, а затем резко
сжимают стержни сначала с током, потом
без него.
электрод,
3-верхний неподвижный электрод ,
4-пневмоцилиндр , 5-
трансформатор
,2'- нижний подвижный электрод , 3'-верхний
подвижный электрод. При включении тока
возникает вольтова дуга (L
мм), идёт оплавление, а затем резко
сжимают стержни сначала с током, потом
без него.
Очень часто используют ручную стыковую сварку (стержни могут соединятся с двумя накладками или внахлёст) длина шва зависит от вида стали: A-I - 6(3)d А-II, III -8(4)d
 A-IV,V,VI
-10d
для соединения с накладками.
A-IV,V,VI
-10d
для соединения с накладками.
Внахлёст используются только низкомарочные: A-I -6d, А-II, III -8d
В основном, в сварочном отделении изготавливаются плоские сетки и каркасы. Оптимальными режимами сварки являются сила тока, усилие сжатия, время прохождения электрического тока через стержни. Лучше использовать мягкий режим сварки, т.к. шов качественнее, сила тока небольшая, но проходит более длительное время .
Схема аппарата контактной точечной сварки.
1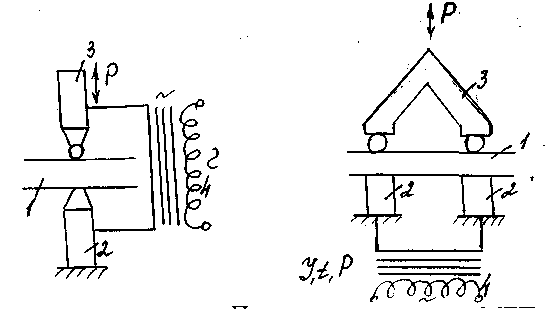 -сварные стержни находящиеся под углом
90°. Сжимаются между собой электродами:
2-неподвижный нижний электрод, 3-подвижный
верхний, сжимающий под собой стержень.
Электроды соединены с трансформатором
4.
-сварные стержни находящиеся под углом
90°. Сжимаются между собой электродами:
2-неподвижный нижний электрод, 3-подвижный
верхний, сжимающий под собой стержень.
Электроды соединены с трансформатором
4.
Q=K*Y2*R*t
В месте контакта по закону Ленца стержни расплавляются свариваются. Применяются машины МТП, МТ - одно- и двухточечные сварочные машины, автоматические сварочные машины АТМС - 1475, полуавтомат МТМС (для сварки сеток); для каркасов МТМК, МТМ, автоматизированные линии 7247 СА, для сеток и каркасов МТМ -35
С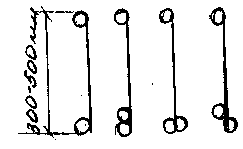 етки
Плоские каркасы
етки
Плоские каркасы
Ø![]() 3-4 мм Вр-I
ширина 3,8; 4,9 м СМЖ-60.
Ø 5-10 мм - поперечная арм-ра Режутся
на сетки зад размеров. Ø 20-40 мм - рабочая
арм-ра
3-4 мм Вр-I
ширина 3,8; 4,9 м СМЖ-60.
Ø 5-10 мм - поперечная арм-ра Режутся
на сетки зад размеров. Ø 20-40 мм - рабочая
арм-ра
300... 500 мм.
Обычно поступающая сталь правится и режется на правильно-отрезных станках: автоматы СМЖ -357, ИО-35В, И-6118 и др. полуавтоматы АКС-500.
С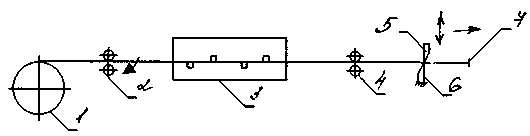 хема
правильно-отрезного станка:
хема
правильно-отрезного станка:
1 -сталь в бухтах
2-направляющие ролики
3-правильный барабан п=1500 об/мин
4-тянущие ролики; 5-подвижный нож; 6-неподв нож; 7-конечный выключатель ножей.
Стержневая сталь режется на отрезки заданной длины на станках с электрическим и гидравлическим приводом. Ножницы: СМЖ-172А, СМЖ-322, СМЖ-133 и др.
С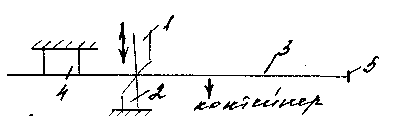 хема
ножниц:
хема
ножниц:
1 -подвижный нож 4-упор
2-неподвижный нож 5-конечный выключатель ножей 3-стержень
Отрезные стержни могут использоваться прямолинейными, для конфигурации используются станки для гнутья СМЖ-173А , СМЖ-179А , СТА-40 Б
Принципиальная схема для гнутья: вид сверху
1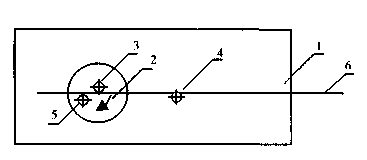 -неподвижная
станина
-неподвижная
станина
2-поворотный диск
3-центральный упор
4-неподвижный упор на станине
5-подвижный упор на поворотном диске
6-стержень
Фиксация арматуры в форме включая закладные детали
А![]() рм-ра
в форме должна фиксироваться в строго
проектном положении. Для чего используются
различные фиксаторы. Лучше использовать
пластмассовые, из цементного раствора
и полимерцементного, бывают так же
металлические.
рм-ра
в форме должна фиксироваться в строго
проектном положении. Для чего используются
различные фиксаторы. Лучше использовать
пластмассовые, из цементного раствора
и полимерцементного, бывают так же
металлические.
З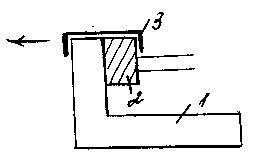 акладные
детали так же фиксируются в проектном
положении, для этого используются
магнитные фиксаторы,
шпильки
со струбцинами.
акладные
детали так же фиксируются в проектном
положении, для этого используются
магнитные фиксаторы,
шпильки
со струбцинами.
Крепление болтовой детали с помощью струбцины.
1 -форма с бортом
2- закладная деталь (пластина с анкерами)
3-струпцина
К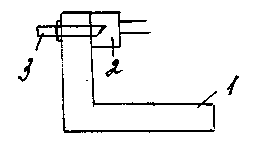 репление
болтовой детали с помощью шпильки:
репление
болтовой детали с помощью шпильки:
1 -форма с бортом
2- закладная деталь (пластина с анкерами)
3-шпилька
И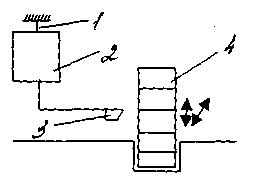 зготовление
объёмных элементов. В
сборочное
отделение поступают плоские сетки ,
каркасы , монтажные петли, отдельные
стержни и из них монтируются объёмные
каркасы. Используют установки: СМЖ-286А,
СМЖ-54Б. Вертикальная двусторонняя
установка СМЖ-286А имеет две вертикально
расположенные сварные рамы, на каждой
из которых находятся направляющие для
размещения подвижной площадки с
установлеными на ней кондукторами для
сборки каркасов. Кондуктор может
перемещаться по вертикали и горизонтали.
Работать необходимо в спецодежде и
защитных очках. Установка должна быть
заземлена и рабочие при сборке каркасов
должны стоять на деревянном стеллаже
или резиновом коврике
зготовление
объёмных элементов. В
сборочное
отделение поступают плоские сетки ,
каркасы , монтажные петли, отдельные
стержни и из них монтируются объёмные
каркасы. Используют установки: СМЖ-286А,
СМЖ-54Б. Вертикальная двусторонняя
установка СМЖ-286А имеет две вертикально
расположенные сварные рамы, на каждой
из которых находятся направляющие для
размещения подвижной площадки с
установлеными на ней кондукторами для
сборки каркасов. Кондуктор может
перемещаться по вертикали и горизонтали.
Работать необходимо в спецодежде и
защитных очках. Установка должна быть
заземлена и рабочие при сборке каркасов
должны стоять на деревянном стеллаже
или резиновом коврике
Установка СМЖ-286А.
1 -монорельс
2-сварочная машина
3-сварочные клещи соединены с 2 при помощи гибкого кабеля
4-кондуктор передвигается горизонтально и вертикально
С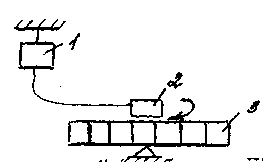 МЖ-54Б
предназначен для каркасов меньших
размеров.
МЖ-54Б
предназначен для каркасов меньших
размеров.
1 -трансформатор
2-сварочные клещи
3-кондуктор, вращающийся вокруг оси
Существуют спец машины для сварки объёмных каркасов трубчатых изделий (труб, опор ЛЭП колонн и тд).
С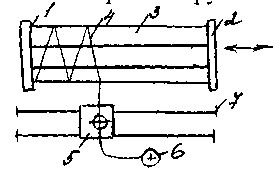 МЖ-
117А
МЖ-
117А
1 -приводная планшайба
2-подвижная планшайба
3-продольные стержни
4-спиральная арматура
5-сварочно-навивочный аппарат перемещается вдоль каркаса по рельсам 7
6-бухта с проволокой
В настоящее время есть установки для армирования стеновых панелей.
Устанавливается рамка, на неё крепятся стержни, манипулятор навивает на них арматуру, выполняет ≈ 50% армат-ных работ.
![]()
Лазерная сварка. Современный вид, осуществляется путём сплавления материала с помощью лазерного луча, который создаётся специальным квантовым генератором. Сваривают детали разной толщины. Преимущества: 1 не нужны электроды, 2 луч распространяется на любом расстоянии, 3 сварка детали осуществляется в недоступных для электрода местах. Используется жёсткий режим сварки, что повышает производительность труда; меньший расход энергии.
Иногда применяется ручная дуговая сварка. Соединение в тавр:
(рис). 1- пластина
2- стержень
В пластине высверливается отверстие по диаметру стержня. В него вставляется стержень и приваривается вверху и внизу по периметру стержня.