

28. Изготовление низконапорных и напорных ж/б труб:
- производство низконапорных труб с применением самонапрягающегося цемента, технологические режимы производства;
- изготовление напорных труб по 3-х ступенчатой технологии с металлическим и железобетонным сердечниками;
- способы повышения их долговечности.
Трубы с ж/б сердечником изготавливаются в три этапа:
1. изготавливается сердечник с напряжённой арматурой или со стальным тонкостенным цилиндром с уплотнением смеси разными способами (центрифугирование, вибрирование и др.)
2. после пропаривания и водного дозревания сердечника на нее навивают преднапряжённую арматуру
3. нанесение защитного слоя на арматуру.
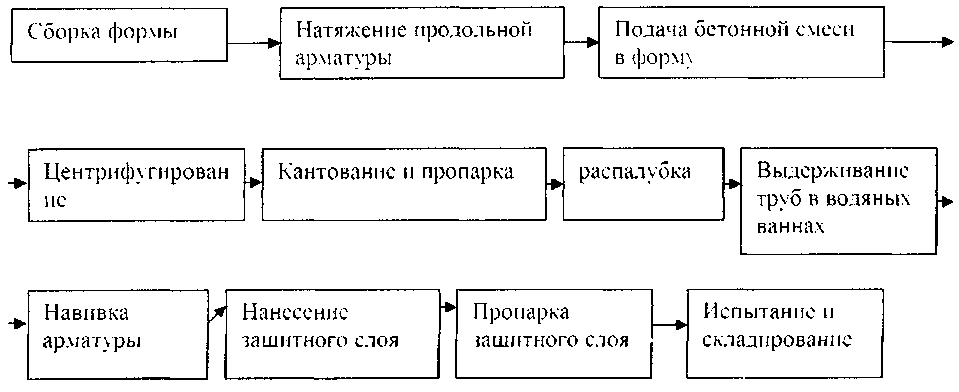 Технологическая
схема выглядит так:
Технологическая
схема выглядит так:
При сборке насаживаются обечайки для образования фасонной части раструба и гладкого конца, соединенные с упорными кольцами для натяжения продольной арматуры. Далее готовая форма поступает на следующий пост, где натягивается продольная арматура тарированными торцевыми ключами, далее форму устанавливают на центрифугу, и начинается загрузка самоходными ленточными питателями. Далее отводят питатель, увеличивают обороты центрифуги и происходит уплотнение слоя. Слоев может быть несколько. Далее пропарка, а потом распалубка, где производится отпуск арматуры на сердечник, далее перерезают стержни на участке между калиброванными обечайками и производят распалубку сердечника, далее сердечник опускают в термобассейн с подогретой водой для дальнейшего суточного твердения.
Далее происходит навивка арматуры на сердечник. Навивается арматура Вр -II с шагом 15-30 мм.
1 -бухта
с проволокой; 2- тормозное устройство;
3- фиксатор груза; 4- груз; 5- участок
нагрева проволоки до Т=350-380 С; 6- устройство
навивки (каретка); 7- сердечник.
-бухта
с проволокой; 2- тормозное устройство;
3- фиксатор груза; 4- груз; 5- участок
нагрева проволоки до Т=350-380 С; 6- устройство
навивки (каретка); 7- сердечник.
После окончания навивки проволоку закрепляют на раструбной части с помощью специальной клеммы и отрезают. Далее сердечник идет на пост, где наносится защитный слой. Он может наноситься различными способами: виброштампованием, торкретированием (но при торкретировании теряется много раствора в виде «отскока»).
Виброштампование происходит на специальной установке:
1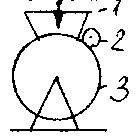 -
бункер с раствором;
-
бункер с раствором;
2- виброштамп;
3- сердечник.
Защитный слой - цементно-песчаный раствор 1:2; 1:2,5 при В/Ц = 0,32 - 0,35, укладывают ровным слоем 20-25 мм.
Далее сердечник со свежим слоем идет на пост выдержки во избежание образования усадочных трещин его покрывают 10% раствором жидкого стекла, через 1ч трубу укрывают мешковиной и периодически увлажняют в течение 4 ч. Далее пропарка при 65-70°С в течение 3 ч. Лучше использовать малонапорные пропарочные камера, так как это снижает деструктивные процессы.
Изготовление напорных труб с металлическим сердечником аналогично, но есть отличия. Труба - сварной цилиндр из рулонной стали 1,5-2 мм, с внутренней стороны наносится слой мелкозернистого бетона (центрифугированием) до 18мм, снаружи после навивки преднапряжённой арматуры Вр-II Ø5-8мм слой мелкозернистого бетона толщиной 23мм.
Изготовление сердечника: готовят стальной спиральношовный цилиндр и калиброванные концевые элементы (раструб и втулка) с приваркой их к цилиндру, обезжиривание, проверка качества сварных швов. При изготовлении стальных спиральношовных цилиндров металлорулон устанавливают на бухтодержатель. Конец полосы вводят в правильные валки, а затем последовательно обрезают полосу гильотинными ножами и сваривают концы полос. Разматываясь, полоса проходит через ванну обезжиривания, наждачными кругами зачищаются кромки обеих сторон. После сварки разрезают дисковой пилой на заданные размеры. Приварку концевых элементов производят на специальных установках типа А - 537.
Цилиндр обезжиривают в двух камерах: 2% раствор кальцинированной соды; в другой - горячая вода, продолжительность примерно 5 мин, температура воды и раствора 50-60°С. Качество сварных швов проверяют на стенде гидроиспытаний, в случае брака швы подваривают электродуговой сварке. Далее внутренний защитный слой центрифугированием, а навивка спиральной арматуры и наружный слой аналогично с ж/б сердечником. ТВО: подъём температуры со скоростью 10-15°С/ч, прогрев при 70-75 °С в течение 12-14ч.
Для изготовления низконапорных труб из самонапрягающегося бетона используют напрягающиеся цементы НЦ-20, НЦ-40, вводят ПАВ для регулирования сроков схватывания. Армируют обычными каркасами, формоваться могут любыми способами, лучше центробежный прокат, так как он позволяет использовать особожёсткие бетонные смеси с жёсткостью 200-400с
1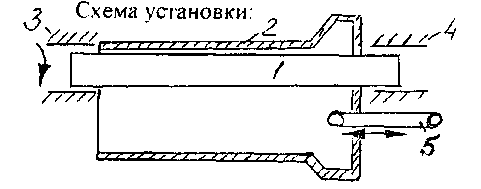 -
прокатный вал;
-
прокатный вал;
2- форма,
3- неподвижная станина с приводом;
4- подвижная станина;
5- питатель.
Уплотнение происходит за счёт центробежных сил и прессования с давлением 5 МПа.
Предварительная выдержка 4ч, далее прогрев до 60°С, прогрев при этой же температуре 7ч, охлаждение 2ч., затем распалубка, после чего изделие выдерживается в воде 2-3 суток, происходит объёмное расширение бетона и вследствие этого объёмное самонапряжение конструкции.