

1.6 Дефектация деталей
Дефектом называется каждое отдельное несоответствие детали требованиям нормативно-технической документации.
Цель дефектации заключается в оценке технического состояния детали и определении пригодности ее к дальнейшей эксплуатации. При дефектации выявляют: износы рабочих поверхностей в виде измерений размеров и геометрической формы детали; наличие выкрашиваний, трещин, сколов, пробоин, царапин, рисок, задиров и т.п.; остальные деформации в виде изгиба, скручивания, коробления; изменение физико-механических свойств в результате воздействия теплоты или среды.
Дефектная ведомость
Измерительный инструмент используемый при проведении дефектации деталей:
Набор измерительных щупов – для проверки величии износов и зазоров между поверхностями.
Штангенциркуль ШЦ-I-0-160 ГОСТ 166-89 – для измерения наружных и внутренних поверхностей и для измерения глубины.
Микрометр рычажный (ГОСТ 4381-87) – для измерения наружных размеров.
Головка измерительная рычажно-зубчатая 2ИГ ГОСТ 188-88 – для точного измерения размеров, отклонений формы и взаимного расположения поверхностей. [3, c.227]
После проведения дефектации деталей узла детали были рассортированы на три группы:
Годные: 2,3,4,5,6,7,9,10,11,12,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,
30,31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,51,52,53,55,56,57,
58,59,63,64,65,66,67,68,75,76,78,80,81,82,83,84,85,86,88,89,90,91,92,93
Негодные: 13
Заменяемые: 50,54,60,61,62,69,70,71,72,73,74,77,79 ,87
Ремонтно-пригодные: 8
После проведения дефектации заполняем дефектную ведомость. Дефектная ведомость предоставлена в приложении Б.
1.7 Составление технологического процесса изготовления детали
1.7.1 Выбор заготовки
Исходя из данных чертежа и из того, что производство серийное, заготовку выбираем из круглого прокат Ø55×135мм так как ее форма наиболее приближена к изготавливаемой детали.
Материал заготовки Сталь 35 ГОСТ 1050-88
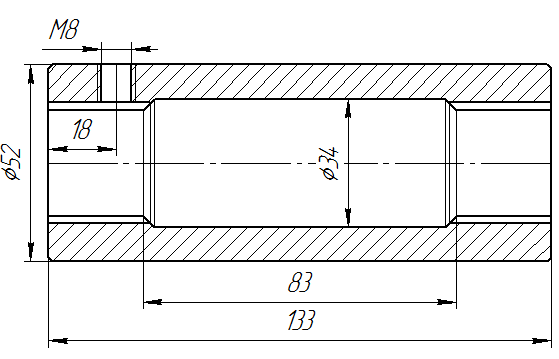
Рисунок 7 - Эскиз изготавливаемой детали «Муфта»
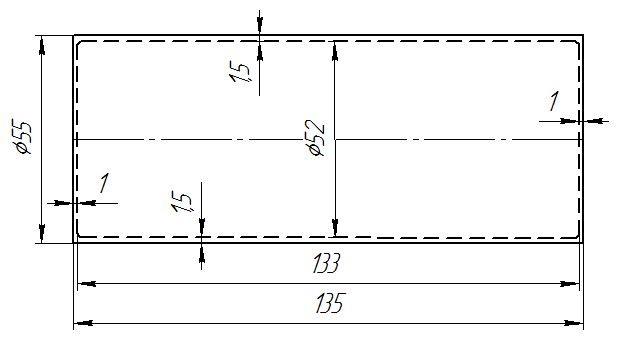
Рисунок 8 – Эскиз заготовки
1.7.2 Составление маршрутной технологии
Таблица 4 – Маршрутный техпроцесс изготавливаемой детали «Муфта»
Опера-ция |
Наименование |
Оборудование |
Приспособление |
Инструмент |
|
Режущий |
Измерительный |
||||
005 |
Заготовительная. |
Ножовка механическая 8Б72 |
Тиски машинные |
Полотно Р9,h=3мм,шаг зуба 1,6 ГОСТ 6645-82 |
ШЦ3,250-0,5 ГОСТ 166-89 |
010 |
Токарно-винторезная |
Токарно-винторезный станок модели 16К20 |
Патрон трехкулачквый самоцентри-рующийся ГОСТ 24351-80 |
Резец проходной упорный <φ=90° Т14К8 ГОСТ 18879-73, Резец проходной отогнутый <φ=45° Т14К8 ГОСТ 18868-73 Сверло центровочное Р6М5 ГОСТ14034-74 Сверло спиральное диаметром 20 мм Р6М5 ГОСТ 2092-77, Сверло спиральное диаметром 25 мм Р6М5 ГОСТ 2092-77, Зенкер диаметром 27,5мм Р6М5 ГОСТ 12489-71, Развертка машинная диаметром 28h8 мм Р6М5 ГОСТ 1672-80, Резец канавочный Т14К8, Резец расточной <φ=90° Т14К8 ГОСТ 18882-73. |
ШЦ1,0-125 0,1 ГОСТ 166-89 |
015 |
Слесарная |
Верстак |
Тиски слесарные ГОСТ 4045-75 |
Молоток слесарный ГОСТ 2310 – 54, Кернер ГОСТ 7213-72 |
ШЦ1,0-125 0,1 ГОСТ 166-89 |
020 |
Вертикально- сверлильная |
Вертикаль-но-свер-лильный модели 2Н135 |
Призматичес-кие тиски самоцентри-рующиеся ГОСТ 21168-75 |
Сверло спиральное диаметром 6,7мм Р6М5 ГОСТ 4010-77, Метчик машинный М8 Р6М5 ГОСТ 3266-81 |
ШЦ1,0-125 0,1 ГОСТ 166-89 |
Продолжение таблицы 4 - Маршрутный техпроцесс изготавливаемой детали «Муфта»
Опе-рация |
Наименова-ние |
Оборудова-ние |
Приспособле-ние |
Инструмент |
|
Режущий |
Измери-тельный |
||||
025 |
Шлицепро-тяжная |
Cтанок горизон-тально-протяж-ной модели 7Б55 |
Машиннные тиски самоцентри-рующиеся ГОСТ 21168-75 |
Протяжка шлицевая Д6x28x32 l=975 Р18 ГОСТ 25969-83 |
ШЦ1,0-125 0,1 ГОСТ 166-89 |
030 |
Контрольная |
Верстак |
_____ |
_____ |
ШЦ1,0-125 0,1 ГОСТ166-89 |