

Используемые станки Алмазный инструмент
Алмазные инструменты широко используют для выполнения различных технологических операций обработки оптических деталей. Инструмент состоит из металлического корпуса и алмазоносного слоя, нанесенного на режущую кромку или рабочую поверхность корпуса. Основными характеристиками алмазного инструмента, определяющими его назначение, производительность и износостойкость, является: форма и размеры алмазоносного слоя, зернистость и массовая концентрация алмазного порошка в алмазоносном слое, материал связки.
Типоразмеры стандартизированного алмазного инструмента
Стандарт |
ЭСКИЗ профиля инструмента |
Область применения |
Круг чашечный конической формы 12А2 ГОСТ 16172—80 |
|
Обработка плоских и сферических поверхностей |
Круг плоский прямого профиля формы 1А1 ГОСТ 16167—80 |
|
Обработка цилиндрических поверхностей, центрирование |
Круг плоский трехсторонний прямого профиля формы 14U1 ГОСТ 16169—81 |
|
Обработка пазов, торцев, канавок |
Круг плоский формы 6А2Т ГОСТ 17007—80 |
|
Нанесение фасок на призмах, пластинах |
Круг кольцевой формы 2А2 ГОСТ 17006—80 |
|
Обработка сферических и плоских поверхностей, сверление |
Круг плоский с выточкой формы 6А2 ГОСТ 16170—81 |
|
Обработка плоских поверхностей широких фасок на пластинах |
Шлифовальный инструмент
Для шлифования свободным абразивом применяют металлические шлифовальники: плоские планшайбы, сферические чашки и грибы. Материал шлифовальников – латунь, чугун серый или мягкая сталь 10 и 20. Крепление шлифовальника на шпинделе станка осуществляют с помощью хвостовика с метрической резьбой М14, М20, М27, М35 в зависимости от габаритных размеров шлифовальника. Если шлифовальник устанавливают сверху блока с деталями, то в хвостовик ввертывают ниппель для шаровой опоры поводка механизма качания станка.



Рис. 4.4. Инструмент шлифовальный: а — планшайба; б — чашка; в — гриб
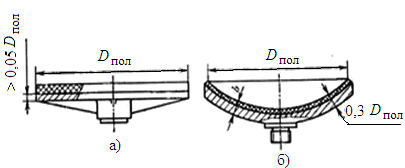
Полировальный инструмент
П
 Инструмент
полировальный:
Инструмент
полировальный:
а – войлочный; б – смоляной
олировальный инструмент представляет собой металлический корпус, на поверхность которого приклеен войлок, фетр и т.п. или нанесен слой полировочной смолы.Корпус изготавливают главным образом из алюминиевых сплавов АЛ2 и АЛ9, а также из литейного цинкового сплава. Размеры полировальников устанавливают в зависимости от диаметра обрабатываемого блока и положения инструмента относительно обрабатываемых деталей.
При изготовлении полировальников из технических грубошерстных тканей материал раскраивают по выкройке и наклеивают на нагретый корпус с помощью смолы, прижимая сверху вспомогательным наклеечным инструментом или блоком деталей на прессе.
Калькуляция себестоимости
Стоимость 1заготовки линзы–70руб;
Стоимость наклеечной смолы–500р/кг;
Стоимость полировочной смолы–600р/кг;
Стоимость шлифовального порошка–50р/кг
Стоимость полирита–3000р/кг;
Норма наклеечной смолы для 1детали–0,0008кг
Норма полировочной смолы для 1детали–0,0003кг
Норма шлифовального порошка для 1детали–0,0001кг
Норма полирита для 1 детали–0,00023кг
Производственные рабочие:
-Технолог-оптик (з/п 15000р);
-Контролер (з/п 12000р);
-Шлифовщик (з/п 10000р);
-Полировщик (з/п 10000р);
Структура себестоимости по статьям калькуляции в расчете на 1000 изделий выглядит следующим образом:
Сырье и основные материалы: 1000∙70+0,8∙500+0,3∙600+0,1∙50+0,23∙3000=71275 руб.
Оплата труда основных производственных рабочих (за год): 180000р+144000р+120000∙2=564000 руб.
Начисления на оплату труда — 40% к оплате труда основных производственных рабочих
Общепроизводственные расходы — 10% к оплате труда основных производственных рабочих.
Общехозяйственные расходы — 20% к оплате труда основных производственных рабочих.
Расходы на транспортировку и упаковку — 5% к производственной себестоимости.
1. Сырье и основные материалы: 71275 руб
2. Оплата труда основных производственных рабочих (за год): 564000 руб.
3. Начисления на оплату труда: 40%∙564000/100% =225600 руб.
4. Общепроизводственные расходы — 10%∙564000/100%=56400 руб.
5. Общехозяйственные расходы — 20%∙564000/100%=112800 руб.
6. Расходы на транспортировку и упаковку — 5% к производственной себестоимости.
Определяем производственную себестоимость как сумму расходов статей 1-5.
Производственная себестоимость 1000 изделий = 71275 + 564000 + 225600 + 56400 + 112800 = 1030075 руб.
Расходы на транспортировку и упаковку = 1030075 · 5% : 100% = 51503,75 руб.
Полная себестоимость 1000 изделий = 1030075 руб. + 51503,75 руб. = 1081578,8 руб.;
Полная себестоимость одного изделия = 1081,5 руб.