

7 Билет
II. Сборка по разметке – требует обязательного наличия в составе собираемого изделия одной такой детали, которая могла бы выполнять роль основной (базовой) и на которой можно нанести линии разметки под сочленяемые с ней другие детали. При этом используются универсальные слесарные инструменты и приспособления (струбцины, чертилки, керн, циркуль и т.п.). Детали размечают вручную или фотоконтактным методом (по специальным шаблонам из винепроза). (Рис.4.7).
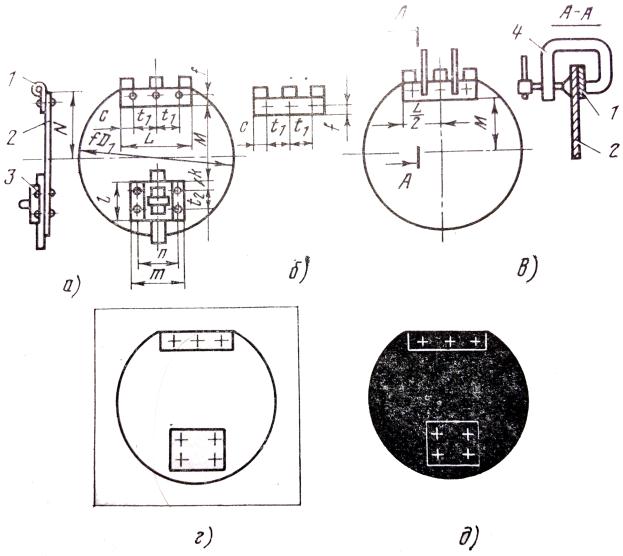
Рис. 4.7. Лючок и сборка его по разметке: 1-петля; 2-диск; 3-замок; 4-струбцина.
Можно собрать двумя способами:
1.
разметить центры отверстий под заклепки в петле 1 и кернить центры отверстий;
установить петлю 1 на диск 2 по размерам и закрепить петлю и диск струбцинами;
сверлить отверстия под заклепки по накерненным центрам;
вставить заклепки, расклепать, снять струбцины;
аналогично разметить отверстия под замок, кернить центры, установить замок на диск, сверлить отверстия, вставить заклепки, расклепать.
2.
на листе винипроза в натуральную величину наносят контуры диска, петли, замка и положение центров отверстий;
на заготовку диска наносят фотоэмульсию и просушивают;
на заготовку накладывают лист винипроза, фотографируют и проявляют отпечаток;
сверлят в диске (предварительно меньшего диаметра) отверстия под заклепки;
на диск устанавливают петлю, закрепляют струбцинами и рассверливают отверстия, вставляют заклепки и расклепывают;
также устанавливают замок.
Сборку по разметке на винипрозе применяют как в опытном, так и в серийном производстве при малых программах выпуска изделий.
2. книжка 19-26
8 Билет
III. Сборка по сборочным отверстиям (СО) – процесс, при котором взаимное расположение собираемых деталей определяется положением имеющихся на них сборочных отверстий.
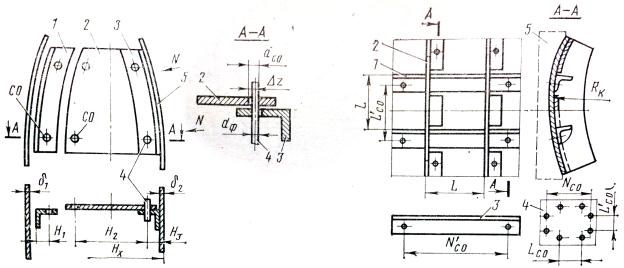
Рис.4.8 а. Образование обводов агрегата при сборке с базированием по СО: 1,3-профили; 2-стенка; 4-фиксатор; 5-обшивка. |
Рис.4.8 б. Базирование деталей каркаса по СО: 1-стрингеры; 2-шпангоуты; 3,4-расположение СО в стрингерах и обшивке; 5-ложемент поддерживающего устройства.
|
Собираемые детали совмещают друг с другом, и на период сборки в СО вставляют фиксаторы. Базирование по СО возможно при образовании обводов агрегата (рис. 2.7а) и установке продольных поперечных наборов (каркаса) (рис. 4.7б).
При сборке с образованием обводов агрегата размер внешнего обвода:
Нх = δ1 + Н1 + Н2 + Н3 + δ2.
Погрешность обвода определяется как сумма:
∆Нх = ∆δ1 + ∆Н1 + ∆Н2 + ∆Н3 + ∆δ2 + 4∆z + ci,
где Н1,Н2,Н3 – размеры, определяющие положение СО в деталях; z – зазор между диаметром СО (dсо) и диаметром фиксатора (dф); ci - погрешность размера вследствие деформации и пружинения.
В случае базирования по СО элементов продольного и поперечного набора погрешность замыкающего звена +/- (1,0 . . . 1,5) мм, что вполне соответствует требованиям по точности расположения элементов продольного набора в стыкуемых узлах и панелях.
Сборка с базированием по СО при плоских узлах, производится на столах или с применением простейших приспособлений, которые служат для поддержания деталей в сборочном приспособлении и не влияют на точность образования форм и обводов изделия. СО сверлятся в деталях по шаблонам (плоским и объёмным), по разметке, фотоконтактным методом или в приспособлениях для сверления.
Места расположения СО указываются в чертежах и схемах, составленных в конструкторском отделе серийного завода.