

[Править]История
Первым этапом в автоматизации многономенклатурного производства стало появление станков с числовым программным управлением, которые позволяют быстро переходить на обработку других деталей путем смены управляющих программ, оснастки и инструментальных наладок. Замена универсальных металлорежущих станков станками с ЧПУ позволила в 5 раз сократить трудоемкость изготовления деталей. Однако осталось достаточно много ручных операций, связанных с переходом на обработку новых изделий. Сокращение потерь вспомогательного времени и повышение эффективности станков с ЧПУ достигались путем увеличения числа инструментов в магазине станка, оснащением станков автоматическими устройствами подачи заготовок на стол станка и удаления готовой продукции на позицию ожидания. Управление станками с ЧПУ по программам, поступающим от центральной ЭВМ, позволило снизить затраты на подготовку управляющих программ и централизовать работу участков и цехов. Дальнейшее совершенствование производства определило создание ГПС в которых в качестве технологического оборудования применяются гибкие производственные модули (ГПМ). Технические возможности оборудования ГПС постоянно совершенствуются. Различные системы в ГПМ позволяют осуществлять: автоматическую смену заготовок, инструмента и измерительных устройств; автоматический отвод стружки из зоны резания и подачу СОЖ: работу по программе ЧПУ.
БИЛЕТ 25
Технология выполнения высокоресурсных клеевых и клеесварных соединений.
Укрупненный технологический процесс склеивания включает следующие операции:
предварительная сборки разборка узла;
подготовка поверхностей деталей под склеивание;
нанесение подслоя клея (грунтовки) и его термообработка (в случае необходимости);
нанесение клея;
открытая выдержка;
сборка;
отверждение клея;
контроль качества склеивания.
Предварительная сборка и разборка необходима для проверки согласованности размеров склеиваемых деталей и прилегания соприкасающихся поверхностей.
Подготовка поверхностей для склеивания в значительной степени определяет качество соединения и заключается в химической, электрохимической или механической обработке, изменяющей шероховатость и энергетические характеристики склеивания поверхностей, повышая их адгезионные способности. Способы подготовки многообразны и зависят от свойств клея, склеиваемого материала и условий эксплуатации. Механические методы подготовки поверхности позволяют увеличить истинную поверхность склеивания. Это достигается зашкуриванием, гидропескоструйной обработкой, обдувкой корундом или металлическими опилками, а также механической обработкой.
Для алюминиевых сплавов широко применяют анодирование в хромовой и серной кислотах.
Магниевые сплавы подвергают химическому оксидированию, а в отдельных случаях дополнительной лакокрасочной защите.
При подготовке к склеиванию сталей используют кадмирование и цинкование. Коррозионно-стойкие стали обрабатываются в растворах смеси различных кислот и солей.
Поверхности деталей из титановых сплавов анодируются или обрабатываются в растворе концентрированной серной кислоты и бихромата натрия.
Перед нанесением клея поверхности должны быть обезжирены, что выполняется различными методами:
ультразвуковой очисткой в органических растворителях или водных моющих растворах щелочей и поверхностно-активных веществ;
обработкой в атмосфере горячих паров растворителей и последующее травление в смеси серной и хромовой кислот (так называемый «пиклинг» процесс).
После подготовки наносят клей различными способами в зависимости от его исходного состояния, а также от формы и габаритных размеров склеиваемых деталей. Следует отдавать предпочтения пленочным клеям, так как они более технологичны.
Сборка состоит в установке деталей в сборочное положение в приспособлении или по сборочным отверстиям и их закреплении.
Отверждение клея происходит при определенном температурном режиме и давлении. Время нагрева, давление, температуру выдержки выбирают исходя из характеристик клея, его вязкости, точности пригонки склеиваемых поверхностей и жесткости склеиваемых деталей. Нагрев осуществляется в автоклавах, электрических печах, встроенными в приспособление контактными и спиральными электронагревателями либо подводом пара и воздуха.
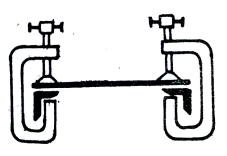
Для создания давления применяют различные виды приспособлений (таблица 2.4). Применяются гидравлические, пневматические и вакуумные прижимы, гидравлические прессы, механические зажимы и грузы определенного веса. Сейчас наиболее широко применяют автоклавы, обеспечивающие равномерное распределение давления.
Таблица 4.4.
Способ создания давления |
Схема приспособления |
Нагрев |
Механический при помощи винтовых зажимов |
|
В печах и облучением инфракрасными лучами |
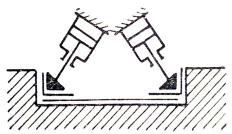
Пневматический или гидравлический при помощи зажимов |
|
В печах и электрическими спиральными нагревателями |
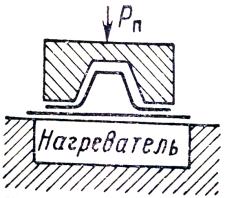
Механический при помощи универсального пресса |
|
Электрическими спиралями и током высокой частоты. Горячим воздухом, водой или паром |
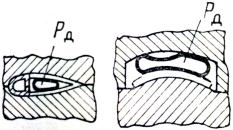
Давлением воздуха, заполняющего резиновый мешок |
|
В температурных условиях закрытого помещения (цеха). В печах или автоклавах |
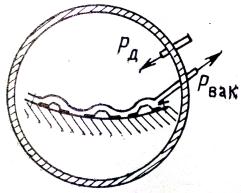
Вакуумом в резиновом мешке и давлением окружающего воздуха |
|
В температурных условиях закрытого помещения (цеха). В печах или автоклавах |
Вакуумом в резиновом мешке и давлением воздуха, заключенного в специальном замкнутом сосуде |
|
В автоклаве высокого давления |
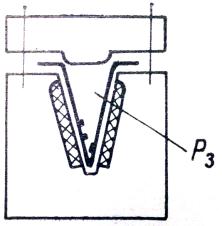
Давлением самовспенивающегося заполнителя |
|
Электрические спиральные нагреватели |

2. Гибкое автоматизированное производство (ГАП) - принципиально новая концепция в машиностроении, ведущая к созданию автоматизированного завода будущего. Новое в концепции ГАП состоит в том, что ей свойственен централизованный способ организации производства, предусматривающий как можно более полную обработку деталей на одной рабочей машине. Новая концепция позволяет полностью интегрировать весь производственный цикл - от идеи до выпуска готовой продукции - путем автоматизации всего комплекса процессов производства и управления на базе ЭВМ и современных достижений в электронике и приборостроении. Переход с выпуска одного изделия на выпуск другого осуществляется без остановки технологического и любого другого оборудования (требуемая переналадка идет параллельно с выпуском предыдущего изделия).
Рассмотрим основные понятия ГАП [3].
Обобщенным понятием, распространенным на все организационные структуры и виды ГАП, является понятие гибкая производственная система (ГПС).
ГПС - это несколько единиц технологического оборудования, снабженного средствами и системами, обеспечивающими функционирование оборудования в автоматическом режиме; при этом ГПС должна обладать свойством автоматизированной переналадки при переходе на производство новых изделий в пределах заданной номенклатуры.
Пo организационным признакам ГПС подразделяют на следующие виды: гибкая автоматизированная линия (ГАЛ); гибкий автоматизированный участок (ГАУ); гибкий автоматизированный цех (ГАЦ); гибкий автоматизированный завод (ГАЗ).
ГАЛ и ГАУ состоят из гибких производственных модулей (ГПМ) или отдельных единиц технологического оборудования.
Под ГПМ понимается единица технологического оборудования, оснащенная системой ЧПУ или каким-либо другим устройством программного управления и функционирующая как самостоятельно, так и в составе ГПС; при этом все функции, связанные с изготовлением изделия, должны осуществляться автоматически.
В общем случае средства автоматизации ГПМ включают в себя: накопители заготовок, режущего и мерительного инструмента; технологической оснастки; приспособления-спутники; устройство загрузки-выгрузки обрабатываемых изделий; устройство замены технологической оснастки; устройство удаления отходов; устройство автоматизированного контроля; устройство диагностирования технического состояния оборудования и инструмента; системы автоматической переналадки; устройства обеспечения точности обработки; устройства .стабилизации технологического процесса и др. Каждая конкретная ГПС оснащается только теми из указанных устройств, которые необходимы для ее работы. Структурная схема ГПМ представлена на рис. 2.
Совокупность единицы технологического оборудования, промышленных роботов (ПР) и средств оснащения, функционирующая автономно и осуществляющая многократные рабочие циклы, называется роботизированным технологическим комплексом (РТК).
Характерной особенностью ГПМ является возможность их встраивания в ГАЛ или ГАУ.
ГАЛ это ГПС, состоящая из ГПМ, РТК или другого технологического оборудования, объединенного автоматизированной системой управлени(АЗУ).
Особенностью ГАЛ является расположение технологического оборудования в соответствии с принятой последовательностью технологических операций. На ГАЛ в отличие от традиционных автоматических линий можно обрабатывать детали заранее неизвестных конструкций, которые по технологии обработки аналогичны ранее изготовлявшимся деталям; при этом обрабатываемые заготовки перемещаются в транспортной системе только по заранее определенным маршрутам. Гибкость производства в ГАЛ реализуется применением станков о ЧПУ, сменой (на станках) отдельных агрегатов, узлов и многошпиндельных головок.
ГАУ это ГПС, состоящая из ГПМ, РТК или другого технологического оборудования, объединенных АСУ, в которой в отличие от ГАЛ предусмотрена возможность изменения последовательности использования технологического оборудования, что обеспечивает оптимальную загрузку последнего и позволяет изготавливать детали в комплекте, необходимом для сборки изделия.
В состав ГАУ может входить автономно функционирующее технологическое оборудование, не связанное общей транспортной системой с остальным оборудованием; возможно также выполнение отдельных ручных операций, например, загрузки-разгрузки обрабатываемых деталей на приспособлениях-спутниках.
ГАЦ это ГПС, представляющая собой совокупность ГАЛ и (или)
ГАУ, предназначенных для изготовления изделий заданной номенклатуры.
ГАЗ представляет собой ГПС, состоящую из ГАЦ и обеспечивающую выпуск готовых изделий в соответствии с планом основного производства. В состав ГАЗ могут входить и неавтоматизированные участки и цехи.
БИЛЕТ 28