

3.4 Технические условия на поставку подсбоки
Носок подать собранный без припусков. Второй лонжерон с хвостами и координатно-фиксирующими отверстиями (КФО).
Нервюры, стрингеры, законцовки подать в собранном виде в соответствии с требованиями чертежа.
Панели подать без припусков.
3.5 Организационные формы сборки
Организационная форма сборки – параллельно-последовательная. Правая, левая и центральная части стабилизатора собираются параллельно.
В процессе стапельной сборки стабилизатора организован пооперационный контроль, при котором проверяются все требования к изделию в соответствии с требованиями конструкторской документации.
По окончанию стапельной сборки стабилизатора проводится окончательный контроль, в результате которого делается заключение о соответствии изделия требованиям.
При сборке стабилизатора в качестве технологического крепежа необходимо использовать пустотелые заклепки – заклепки со стержнем трубчатого сечения (рисунок 6), их установка составляет две минуты.
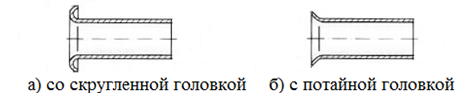
Рисунок 6 – Пустотелые заклепки
В процессе клепки использовать пневмоскобы, например, пневмоскобу типа RB 44-60 (рисунок 7). Это также снизит трудоемкость технологического процесса.

Рисунок 7 – Пневмоскоба RB 44-60
При клепке во многих операциях (например, операция клепки заклепок крепления поясов со стенкой) положение рабочего неудобное, условия работы стесненные. Пневмоскоба RB 44-60 имеет безопасную нажимно-поворотную рукоятку.
Использование пневмоскобы снизит неудобства при клепке.
Необходимо организовать плановое предупредительное обслуживание рабочих мест.
Заключение
В ходе работы разработан технологический процесс стапельной сборки стабилизатора.
Проведен конструктивно-технологический анализ стабилизатора, анализ существующего технологического процесса, выявлены недостатки и разработан маршрутный технологический процесс.
Определили последовательность сборки. Организационная форма сборки стабилизатора – последовательно-параллельная. Контроль проводится пооперационно. Нервюры, стрингеры и законцовки подают в собранном виде в соответствии с требованиями чертежа. Носок подают в собранном виде без припусков, лонжерон 2 с хвостами и координатно-фиксирующими отверстиями.
Рассчитали погрешность сборки, которая удовлетворяет требованиям технологической точности сборки стабилизатора.
Базирование лонжеронов осуществляется по КФО, базирование нервюр, панелей и носка по рубильникам сборочного приспособления.
Цикловой график стапельной сборки стабилизатора построен средствами Microsoft Project. Наиболее трудоемкие операции – установка стрингеров, крепление технологических болтов, клепка заклепок.
Выполнили схему технологического членения, схему базирования и схему стапельной сборки стабилизатора.
Список литературы
1 Шульженко М.Н. Конструкция самолетов / М.Н. Шульженко. – 3-е изд., перераб и доп. – М.: Машиностроение, 1971. – 416 с.
2 Григорьев В.П. Приспособления для сборки узлов и агрегатов самолетов и вертолетов: учебное пособие/Ш.Ф. Ганиханов, В.П. Григорьев М.: Машиностроение, 1977. – 140с.
3 Технология самолетостроения/ А. Л. Абибов , Н. М. Бирюков, В. В. Бойцов и др.; под ред. А.П. Абибов. - М.: Машиностроение, 1982. - 551 с.