

3 Директивно-технологические материалы на сборку стабилизатора
3.1 Расчет точности сборки
Лонжероны базируются по координатно-фиксирующим отверстиям (КФО). Панель базируется по рубильникам прижимами.
Соединение пояса лонжерона с панелью представлено на рисунке 3.
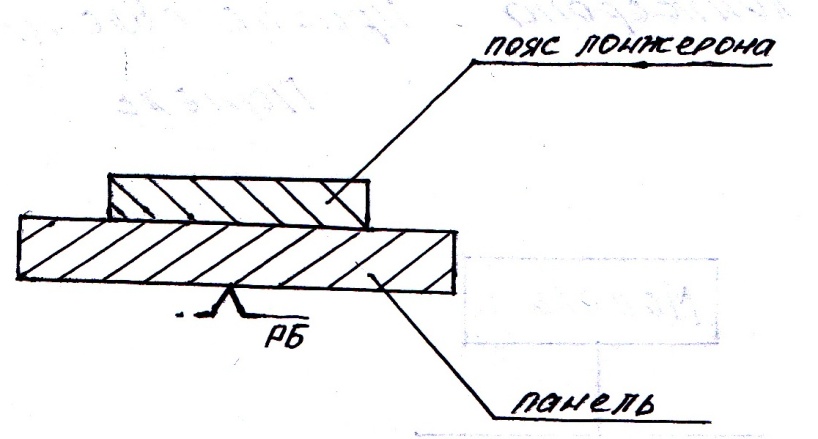
Рисунок 3 – Соединение лонжерона с панелью
Размерная цепь изображена на рисунке 4.
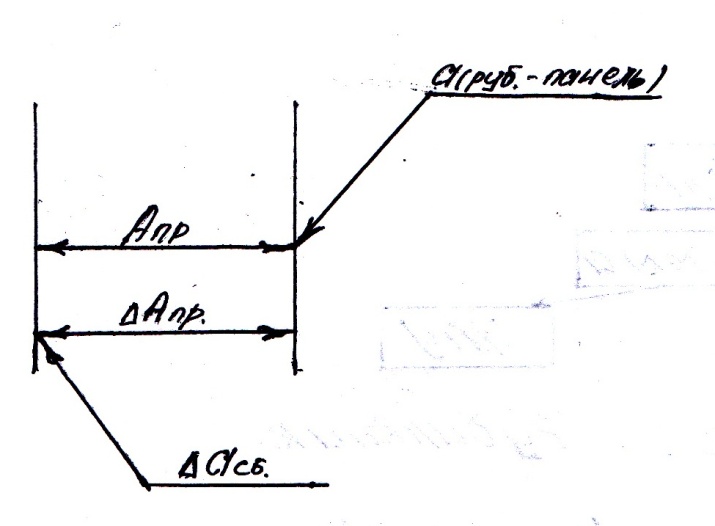
Рисунок 4 – Размерная цепь
Для расчета точности сборки стабилизатора составлена схема увязки деталей (рисунок 5).
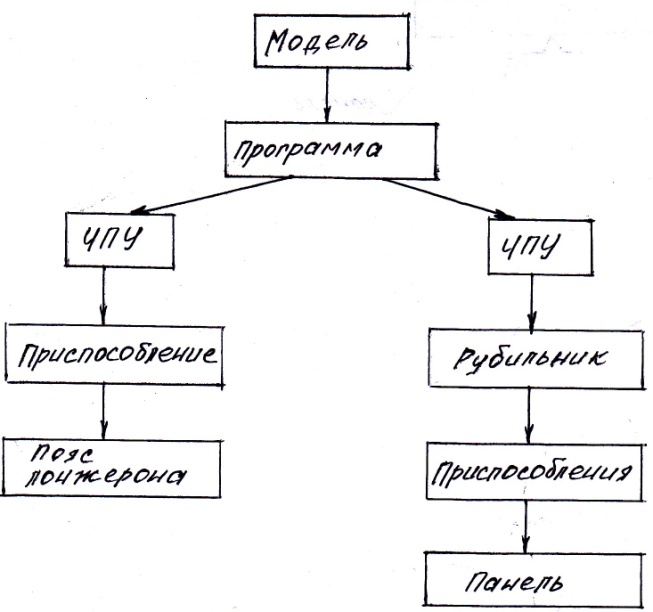
Рисунок 5 – Схема увязки
Уравнение погрешности имеет вид:
|
(1) |

где
 –
погрешность, связанная с изготовлением
приспособления;
–
погрешность, связанная с изготовлением
приспособления;
 – погрешность
рубильника.
– погрешность
рубильника.
|
(2) |

|
(3) |

|
(4) |

|
(5) |

|
(6) |

|
(7) |

Принимаем погрешность модели, программы равной нулю. Погрешность станка с числовым программным управлением равна 0,05 мм.






Полученная погрешность удовлетворяет требованиям технологической точности сборки стабилизатора.
3.2 Последовательность сборки стабилизатора
Сборка стабилизатора осуществляется в следующем порядке:
1) Подготовка сборочного приспособления;
2) Установка нижних панелей;
3) Установка лонжеронов 1,2;
4) Соединение панелей 5 и лонжеронов 1,2;
5) Установка стрингеров 8;
6) Установка нервюр 6;
7) Соединение нервюр 5 и стрингеров 8;
8) Установка стрингеров;
9) Соединение нервюр со стрингерами;
10) Установка компенсаторов по нервюрам;
11) Соединение нервюр с компенсаторами;
12) Установка верхних панелей;
13) Соединение панелей с компенсаторами и стрингерами;
14) Герметизация панелей;
15) Установка носка 3;
16) Соединение носка 3 с лонжероном 1;
17) Герметизация стыков;
18) Контроль БТК
3.3 Маршрутный технологический процесс сборки стабилизатора
Маршрутный технологический процесс сборки первого лонжерона выполняется в следующей последовательности:
1) Установка нижних панелей 5 по рубильникам, лонжеронов 1,2 по КФО в стапель сборки стабилизатора;
2) Сверловка отверстий, крепление пустотелыми заклепками;
3) Разделка отверстий под болты крепления;
4) Соединение болтами крепления панелей 5 и лонжеронов 1,2;
5) Установка стрингеров 8 по КФО, крепление пустотелыми заклепками;
6) Клепка заклепок крепления стрингеров 8 с панелями 5;
7) Установка нервюр 6 в рубильниках прижимами;
8) Сверловка, разделка отверстий под болты крепления;
9) Соединение болтами крепления нервюр 5 и стрингеров 8;
10) Клепка заклепок крепления стрингеров 8 с нервюрами5;
11) Установка стрингеров по КФО, крепление пустотелыми заклепками;
12) Сверловка, разделка отверстий под болты;
13) Соединение болтами крепления нервюр со стрингерами;
14) Установка компенсаторов по нервюрам в рубильниках прижимами;
15) Клепка нервюр с компенсаторами;
16) Установка верхних панелей в рубильниках прижимами;
17) Клепка панелей с компенсаторами и стрингерами;
18) Герметизация панелей;
19) Установка носка 3 в рубильниках прижимами;
20) Клепка носка 3 с лонжероном 1;
21) Герметизация стыков;
22) Доработка. Контроль БТК