

36)Виды трения.
В технике различают 3 основных вида трения:
1. Сухое терние. характеризуется отсутствием инородного слоя разделяющего поверхности валков и полосы. Сила трения может быть моделирована с достаточной степенью точности при соответствующей подготовке поверхности валков и металла в вакууме.
2. Граничное трение – определяется как трение при наличии на контактных поверхностях тончайших масляных пленок толщиной порядка 0,01 мкм. Они образуются тогда, когда на поверхности имеются поверхностно-активные вещества. Такие пленки имеют наибольшую величину сопротивления межслойного сдвига.
3. Жидкостное трение наблюдается при наличии между поверхностями тел сравнительно толстого слоя смазки. Наблюдается при х.п. при больших скоростях.
На практике наиболее часто встречаются смешанные виды трения: полу сухое и полужидкое. Полусухое – сочетание граничного трения с сухим. Полужидкое – сочетание жидкого с сухим или граничным. В этом случае между контактными поверхностями имеется слой смазки, но он не полностью разделяет поверхности. Имеются очаги сухого или граничного трения.
37.Теории контактного трения.
1.Закон трения Амантона.
Т=f*N
N-сила нормального давления, f-коэффициент трения
Основной недостаток данного метода заключается в том, что он не отражает физической сущности процесса трения при пластической деформации метала.
2.Закон трения Кулона
Т=f*N+A
f*n-характеризует влияние нормальной силы, А-характеризует силы молекулярного сцепления
3.Закон трения Дерягина Б.В.
Т=f(N + N0)
N0=p0*Fф-равнодействующая сил межмолекулярного притяжения
p0-сила межмолекулярного притяжения действующая на еденицу площади фактического контакта.
Fф-площадь фактического контакта.
Недостаток этой теории заключается в том, что заложена слишком простая модель взаимодействия атомов, которая не учитывает процессы макроскопического порядка.
4.Теория Бриджмена.
В основе теории Бриджмена положено допущение о том, что при контактом трении смазки уподобляются твердому телу. В этом случае, трение рассматривается как споротивление материала сдвигу.
![]()
Тау-предел прочности материала на сдвиг
38. Исследование распределения сил трения по дуге контакта методом наклонных точечных месдоз.
В настоящее время разработано несколько способов определения распределения сил трения по контактным поверхностям. К числу наиболее часто используемых относят такие:
- метод наклонных точечных месдоз;
- метод универсального штифта;
- метод разрезного валка.
Метод наклонных точечных месдоз.
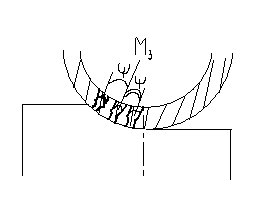
Для получения цифровых значений используется система пересчета.







ш тифт М N
тифт М N

Т Р
штамп
Спроектируем силы N и Т на ось штифта и составим уравнение равновесия:
М=N*соsψ+Т*sinψ.
Переходим от сил к напряжению.
![]()
m –продольное напряжение в штифте,
a – площадь поперечного сечения штифта,
p,t – нормальное давление и удельная сила трения на площадке касания.
m=p+t*tgψ → t=(m-p)/ctgψ.
Определяем коэф. трения: f=t/p=(m/p-1)*ctgψ.
Недостающую в полученном уравнении величину р определяем из показаний радиальной месдозы (расположенной строго по радиусу).
М3: р= М3/а.
Основным недостатком данного способа является то, что штифты 3-х месдоз проходят через 1 точку очага деформации неодновременно. В результате этого на осциллограмме наблюдается сдвиг.
2-ой недостаток –необходимо учитывать боковые силы трения при перемещении штифта в канале.