15. Определение площади контактной поверхности графоаналитическим методом по а.А. Диннику
В его основе использован графический метод в соответствии, с которым строится только две проекции: продольная и поперечная.
Отрезок М соответствует по своему физическому смыслу длине очага деформации в заданном сечении. Тогда отрезок АВ равен обжатию в этом сечении, а отрезок от оси О до точке В- катающему радиусу, тогда
![]()
16)Определение площади контактной поверхности аналитическим методом.
Аналитический метод основан на использовании формул аналитической геометрии, рассматривающей схему взаимодействия раската и калибра. Для ряда простых калибров
т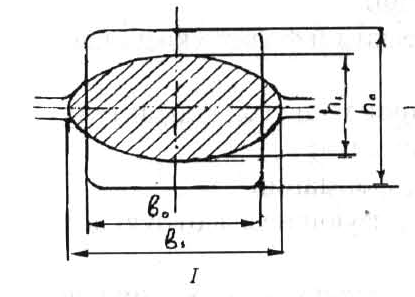 акие
формулы разработаны В.Г. Дроздом
акие
формулы разработаны В.Г. Дроздом
При прокатке в калибрах других сложных
форм Fк определяется с использованием
след. аналитической формулы:
![]()
Rcp и hcp – определяются по методу приведенной полосы, который заключается в том,что калибр и полоса любой формы приводятся к прямоугольному профилю той же
квадратный раскат в ширины
![]()
овальном калибре
![]()
где:
![]() и
и
![]() -
начальная и конечная высота полосы
полученные после перерасчета
-
начальная и конечная высота полосы
полученные после перерасчета
![]() - идеальный радиус, равный половине
расстояния между осями валков. Погрешность
метода составляет 7-18 %
- идеальный радиус, равный половине
расстояния между осями валков. Погрешность
метода составляет 7-18 %
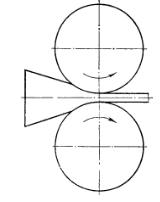
17.Условие свободного начального захвата.
Если заталкивающая сила Q не вызывает смятия кромок, то такой захват называется свободным или естественным.
Рассмотрим силы, которые действуют на валки и полосу в момент захвата. Силы трения Т стремятся увлечь раскат в зев валков, а нормальные силы N – вытолкнуть. Разложим силы N и T на составляющие.Для осуществления захвата необходимо чтобы выполнялось неравенство
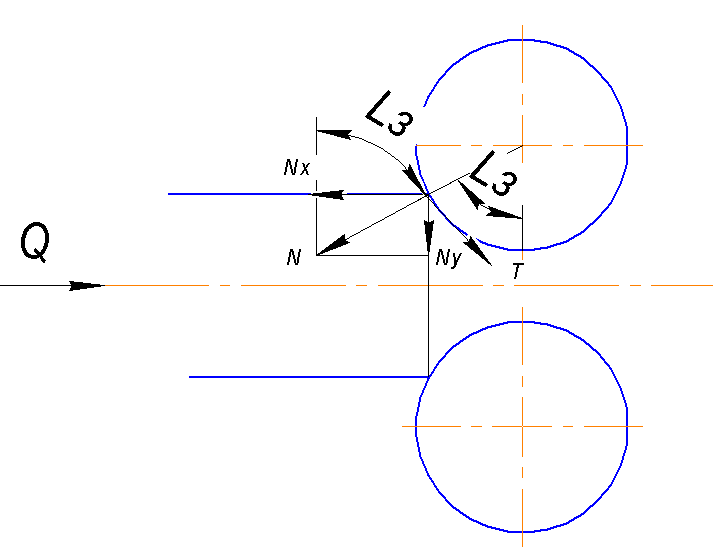
Пользуясь законом трения Амантона-Кулона и произведя преобразования получим
βз-угол трения при захвате
18.Принудительный захват.
В тех случаях, когда заталкивающая сила Q велика и способна осуществить значительное смятие кромок (вдавливание металла в валки) то такой захват называется принудительным или искусственным. При очень больших значениях Q возможна реализация процесса αз≥βз – исключение.
 - условие
принудительного захвата
- условие
принудительного захвата
При β=0, α≤ какого то значения, то есть реализация процесса возможна, но в этом случае реализованный процесс будет процессом продавливания, а не прокаткой.
Увеличение заталкивающей силы Q вызывает ответный рост отталкивающей силы N, таким образом сила Q сама по себе не может создать перевеса втягивающих сил над отталкивающими.
Сила Q приводит к сжатию
кромок в результате чего сила N
смещается внутрь очага деформации и
происходит благоприятный разворот сил
в очаге деформации для условия захвата.
Когда угол
![]() произойдет истинный захват. Под действием
силы Q наблюдается
раздвижение валком.
произойдет истинный захват. Под действием
силы Q наблюдается
раздвижение валком.
Заталкивающая сила максимальна, когда
угол
![]() равен углу трения
равен углу трения
![]() .
.
Динамический захват.
Захват по своей природе является динамическим процессом в котором всегда участвуют инерционные силы.
![]() (масса на ускорение).
(масса на ускорение).
m-масса тела
![]()
dV- изменение скорости
тела за время d![]()
Введем инерционные составляющие и запишем в уравнение равновесия.
![]()
Рассмотрим 4 характерных случая взаимодействия полосы с валками:
1)
![]() классический случай процесса прокатки
классический случай процесса прокатки
Vo- скорость подвода полосы к валкам;
VB- окружная скорость валков
![]()
![]()
Втягивает сила 2(Tx-Nx)>0 в очаг деформации при этом Vo <VB полоса начнет двигаться с ускорением до тех пор пока Vo =VB (+/+)
В том случае, когда втягивающая сила 2(Tx-Nx) мала, а разница Vo -VB – велика, полоса начинает двигаться не устойчиво, т.е. с подергиванием и рывками. Для улучшения процесса надо уменьшить разницу Vo -VB
2)
![]()
В начальный момент произойдет удар
+/- - силы трения силы инерции
Полоса движется с замедлением до тех пор пока скорость передней кромки не станет равна VB.
После этого силы трения меняют знак на противоположный и становятся втягивающими и идет нормальный процесс прокатки.
3)
![]()
В начальный момент касания сила Tx
положительна (она хочет втянуть
металл в валки), но 2(Tx-Nx)<0.
В этот момент включается инерция и
вдавливает металл в очаг деформации.
Если величины инерционной силы хватит,
что бы
![]() ,
то захват произойдет. Если нет, то
скорость упадет до 0.
,
то захват произойдет. Если нет, то
скорость упадет до 0.
4)
![]()
Удар, сила Tx<0,
инерционные силы больше 0. полоса
тормозится пока Vo
=VB,
а Tx
становится >0, если выполняется условие
![]() ,
то процесс прокатки начнется, если нет,
то полоса начнет тормозится пока не
остановится или пока не выполнится
условие.
,
то процесс прокатки начнется, если нет,
то полоса начнет тормозится пока не
остановится или пока не выполнится
условие.
20. Условие захвата при установившемся процессе прокатки.
Д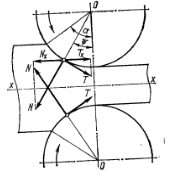 ля
вывода условия захвата при установившемся
процессе рассмотрим предельный момент
прокатки, когда все силы трения полностью
используются, как втягивающие. В этом
случае только одна зона скольжения и
все силы трения приводятся к одной силе
T (на одном валке)
перпендикулярно к силе N.
ля
вывода условия захвата при установившемся
процессе рассмотрим предельный момент
прокатки, когда все силы трения полностью
используются, как втягивающие. В этом
случае только одна зона скольжения и
все силы трения приводятся к одной силе
T (на одном валке)
перпендикулярно к силе N.
В этом случае процесс прокатки идет до
тех пор пока
![]()
![]()
![]() ,
где
,
где
![]() - коэф. трения при установившемся процессе
прокатки.
- коэф. трения при установившемся процессе
прокатки.
Подставим в это выражение и получаем:
![]()
![]() - угол трения при установившемся процессе
прокатки.
- угол трения при установившемся процессе
прокатки.
![]()
![]() - условие захвата при установившемся
процессе.
- условие захвата при установившемся
процессе.
![]() - точка приложения равнодействующей
силы.
- точка приложения равнодействующей
силы.
Использование данной формулы неудобно, т.к. неизвестно.
Считают, что силы N и T
приложены по середине дуги контакта,
т.е.
![]()
![]() - условие захвата при установившемся
процессе.
- условие захвата при установившемся
процессе.
Из данного неравенства следует, что
процесс прокатки реализуется во всех
случаях пока угол контакта меньше
удвоенного угла трения (![]() ).
).
Условие проверяется при прокатке клинообразных образцов