

10) Формулы для расчета углов захвата, соответствующих моменту начального касания полосы с валками.
Для
правильной оценки захватывающей
способности прокатных валков
необходимо знать тот угол захвата
α3,
который соответствует моменту начального
касания полосы с валками.Угол α3
по своей величине больше угла α. По
мере осуществления захвата валки
несколько раздвигаются, так как
происходит упругая деформация деталей
стана, а также леквидация зазоров. В
результате этого полоса из валков выдет
несколько толще, чем требуется. Увеличение
зазора при входе полосы в валки условно
называют  пружиной
рабочей
клети прокатного стана. Величина пружины:
δ=h₁-h.
пружиной
рабочей
клети прокатного стана. Величина пружины:
δ=h₁-h.
Для определения начального угла захвата а3 могут быть использованы формулы для определения углов захвата при установившемся процессе, но при этом вместо обжатия h0—h₁ в них надо ввести разность h0—h. Учитывая, что hQ—h = =∆h+δ, можно написать
сosαз=1-( ho—h)/ D=1-(∆h+δ) / D
sin
(αз/2)=
αз=![]() ..
..
Различие между углами α3 и α зависит от соотношения величин δ и ∆h. Если пружина δ мала по сравнению с обжатием ∆h, то значения углов α3 и α близки. Если же величина δ вполне соизмерима с ∆h , а тем более в случаях, когда δ>∆h (что встречается, например, при тонколистовой прокатке), тогда различие между углами α3 и α существенно.
1 1)Определение длины очага деформации.
Из треугольника АОС известно что lд = АС ld = Rsinα
sinα=α следовательно ld = Rα
Данное выражение не удобно, по сколько α также не известно
ld = АС =
![]()
![]()
12.Внеконтактная деформация.
В процесс прокатки высота полосы начинает уменьшаться ещё до входа в контактную зону очага деформации. Внеконтактная утяжка распределяется по ширине полосы неравномерно: вблизи боковых кромок она больше, чем посередине.
Величину высотной утяжки можно характеризовать показателем:
![]()
![]() -абсолютное
обжатие во внеконтактной области.
-абсолютное
обжатие во внеконтактной области.
На показатель высотной утяжки большое влияние оказывает фактор формы lд/hср, с уменьшением которого внеконтактная деформация возрастает.
13. Сплющивание валков
Обычно явление сплющивания валков проявляется в условиях холодной прокатки, в условиях прокатки высокопрочных марок стали, при горячих прокатках с высокими контактными давлениями и выражается в том, что под их действиями валки претерпевают значительную местную упругую деформацию.
В результате сплющивания происходит:
1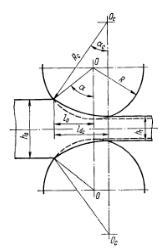 .
возрастает длина очага деформации;
.
возрастает длина очага деформации;
2. уменьшается величина обжатия;
3. меняются все геометрические характеристики.
Считается, что в зоне контакта с металлом валки сохраняют круглую форму, но их радиусы увеличиваются до значения Rc и ось валков смещается в точку Ос.
Для практической эксплуатации очень
часто необходимо определить Rс
– сплющивания и αс
– с учётом сплющивания
валков.![]() - длина очага деформации с учетом
сплющивания;
- длина очага деформации с учетом
сплющивания;
Угол контакта с учетом
сплющивани валков: ![]()
Расчеты показывают, что сплющивание валков приводит к увеличению радиуса и к увеличению угла контакта.
14. Определение площади, контактной поверхности графическим методом.
Графический метод основан на принципах начертательной геометрии, предусматривает выстраивание трех схем взаимодействия полосы с валками.
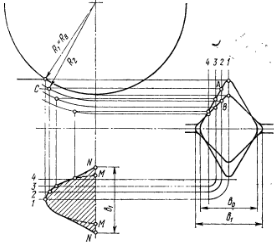
Основной недостаток этого метода заключается в том, что мы не учитываем область уширения. Это может привести к погрешности. Второй недостаток- не учитывается внеконтактная утяжка полосы. Погрешность метода 5-6%.