

2. Расчет показателей точности в продольном сечении.
Д ля
определения отклонения профиля
продольного сечения ∆оппс строится
прилегающий профиль, который имеет
форму правильного прямоугольника.
Величина отклонения профиля продольного
сечения - max
расстояние между геометрическим образом
продольного сечения и прилегающим
профилем.
ля
определения отклонения профиля
продольного сечения ∆оппс строится
прилегающий профиль, который имеет
форму правильного прямоугольника.
Величина отклонения профиля продольного
сечения - max
расстояние между геометрическим образом
продольного сечения и прилегающим
профилем.
Отклонение профиля продольного сечения: максимальное отклонение образующей прилегающего цилиндра до геометрического образа.
О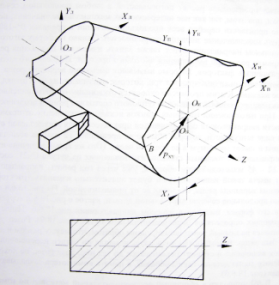 тклонение
от цилиндричности: максимальное значение
отклонения профиля продольного сечения
по всем сечениям.
тклонение
от цилиндричности: максимальное значение
отклонения профиля продольного сечения
по всем сечениям.
Все сечения – центр не совпадает, следовательно отклонение от соосности.
Индикатором ведем вдоль всей детали – радиальное биение
3. Использование самописцев при контроле.
Самописец соединен с измерительной системой, которая установлена на станке и измеряет параметры технологического процесса и параметры отдельных узлов станка. К параметрам технологического процесса относятся:
- сила резания; крутящий момент; мощность; температура и др.
К параметрам отдельных узлов станка относятся:
- частота вращения шпинделя; скорость подачи режущего инструмента; траектории формообразующих узлов; вибрации.
Вся информация отображается на мониторе самописца в реальном времени. Кривые движутся слева направо и, после того, как кривая доходит до правого края монитора, информация теряется.
Самописец автоматически переходит в режим запоминания процесса. Это дает возможность после возникновения дефекта произвести просмотр снимаемых параметров с момента возникновения сбоя.
Он может быть установлен не на станке, а на значительном удалении от него.
Билет №9
1.Программные испытания: преимущества, сбор данных , нагружение и контроль.
С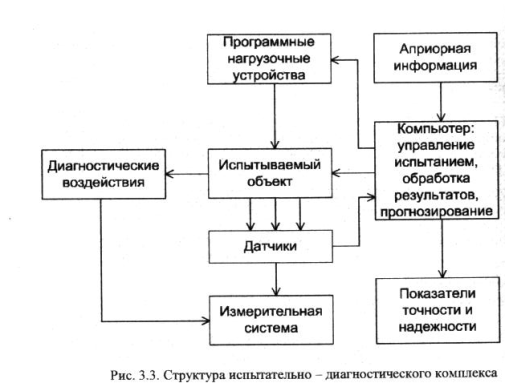 уществует
необходимость поиска новых технологий
испытаний, которые бы позволяли
значительно сократить продолжительность
испытаний. Основной особенностью
программного метода, является то, что
испытания станка проводятся по
специальной программе, заложенной в
компьютер, в результате чего
оценивается реакция станка на весь
спектр внешних воздействий.
уществует
необходимость поиска новых технологий
испытаний, которые бы позволяли
значительно сократить продолжительность
испытаний. Основной особенностью
программного метода, является то, что
испытания станка проводятся по
специальной программе, заложенной в
компьютер, в результате чего
оценивается реакция станка на весь
спектр внешних воздействий.
Испытательно—диагностический комплекс состоит из испытываемого объекта (станка), программных нагрузочных устройств и устройств, создающих диагностические воздействия, измерительного комплекса и управления. ПНУ создают нагружение узлов испытываемого станка силами и моментами. Диагностические воздействия имитируют дополнительные внутренние или внешние факторы, которые оказывают отрицательное влияние на станок или создают условия для измерений.
Измерительная система с датчиками производит измерение траектории оси заготовки и вершины резца, силы резания, температуры и т.д. Сигналы от датчиков поступают в компьютер, где подвергаются обработке. Компьютер рассчитывает действующие на станок силы и моменты и подает команду на нагрузочные устройства для имитации этих нагрузок на станок. На основе результатов рассчитывают показатели точности.