

3.Вибрационные процессы на токарных станках
уровень колебаний в станках определяется уровнем внешних возмущений и степенью устойчивости упругой системы. В первую очередь вибрации определяются волнистостью внутренних колец подшипников шпинделя. С увеличением радиального зазора уровень вибрации повышается. Измерительная система (рис. 16.3)
Р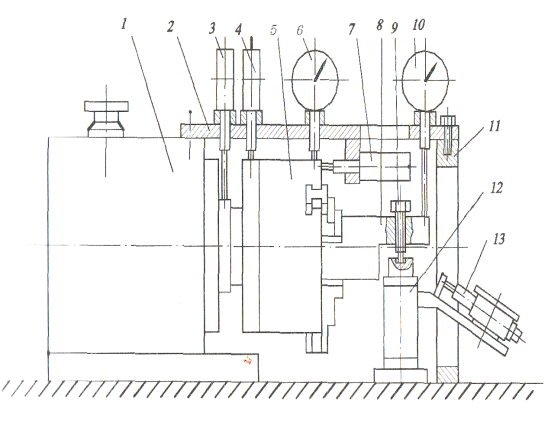 ежим
обработки подбирался таким образом,
чтоб в начале обработки наступал режим
сильной вибрации, а при подходе резца
к левому торцу заготовки, устанавливался
нормальный режим резания. По длине
заготовка разбивалась на 3 участка: 1.
сильные вибрации, 2. поменьш, 3. норм.
Режим, все это видно на рисунках. На
первом - очень сильные колебания оси
заготовки(по оси y
колебания в 2р больше, чем по х),дальше
колебания уменьшаются, на третем их
иногда и нет вообще. Колебания оси
заготовки имеют одинаковую частоту,
следовательно, частота колебаний
зависит от показателей упругой системы
и мало от технологических режимов.
ежим
обработки подбирался таким образом,
чтоб в начале обработки наступал режим
сильной вибрации, а при подходе резца
к левому торцу заготовки, устанавливался
нормальный режим резания. По длине
заготовка разбивалась на 3 участка: 1.
сильные вибрации, 2. поменьш, 3. норм.
Режим, все это видно на рисунках. На
первом - очень сильные колебания оси
заготовки(по оси y
колебания в 2р больше, чем по х),дальше
колебания уменьшаются, на третем их
иногда и нет вообще. Колебания оси
заготовки имеют одинаковую частоту,
следовательно, частота колебаний
зависит от показателей упругой системы
и мало от технологических режимов.
Билет 6
Вибрационные характеристики станков.
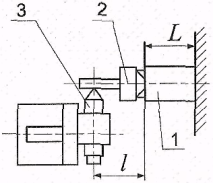
В отверстие 1 устанавливают регулируемую оправку 2 так, чтобы радиальное биение измерительной шейки не превышало 3 мкм. Датчик относительных колебаний 3 закрепляют на столе таким образом, чтобы его измерительный наконечник контактировал с оправкой на расстоянии 1 от торца шпинделя, которое выбирают в зависимости от технических характеристик станка
При оценке уровней вибрации на рабочем месте станочника и шума, возникающих при работе станков на холостом ходу, проводят измерения в октавных полосах частот. Эти полосы характеризуются нижней и верхней частотами, а также их среднегеометрической частотой:
Сравнивают полученное значение с ГОСТом.
Испытание податливости шпиндельного узла. Величину, обратную жесткости, называют податливостью:
Так как податливость различных узлов станка разная, это приводит к тому, что в процессе обработки заготовки форма её искажается по разному.
Вращая винт, создаем нагрузку и снимаем показания со всех индикаторов. Сначала нагрузку ступенчато увеличивали, затем ступенчато уменьшали. Обрабатываем результаты показаний и строим нагрузочно-разгрузочные характеристики. Далее строили линии в 3 сечениях, где строго фиксировали расстояния между индикаторами и средние показания на индикаторах, получаем углы. Какой угол получался больше, в том случае податливость была больше.
Измерение траекторий при изменении технологических режимов на токарном станке
Установка
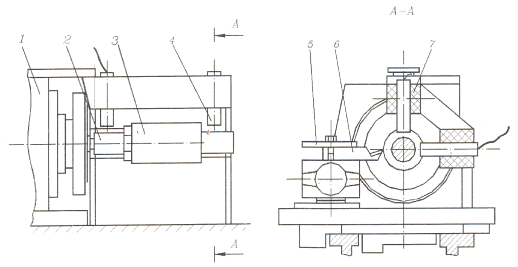
На станке прецизионная оправка 2, правый конец оправки поддерживался конусом пиноли. На оправке закрепляли обрабатываемую деталь 3. деталь обрабатывали резцом 6, закрепленным в резцедержательной головке 5. На шпиндельной бабке 1 станка и его станине закрепляли кронштейн 7, в котором установлены четыре вихретоковых датчика 4. Два датчика располагаются слева от детали под углом 90° друг к другу, при этом один из них лежит в плоскости, проходящей через вершину резца. Два других датчика располагаются справа от обрабатываемой детали аналогично предыдущим. Наконечники всех датчиков 4 взаимодействуют с поверхностью оправки 2, возникают сигналы, которые усиливаются в усилителе и подаются на катодный осциллограф. На экране осциллографа в декартовой системе координат строились траектории оси детали.
Н а рис.10.3 траектории оси заготовки при работе станка на холостом ходу. Чем больше частота, тем больше траектория, так как повышается центробежная сила.
Р ис. 10.5 При увеличении глубины резания на траектории возникают выбросы. Из-за этого снижение качества поверхности.
При увеличении глубины резания, размеры траекторий оси заготовки и вершины резца увеличиваются в своих размерах.
Билет №7