

3. Контроль и диагностика на расстоянии
«Телефонная диагностика» - диагностика производится на предприятии-изготовителе оборудования, а связь между ним и предприятием, эксплуатирующем это оборудование, осуществляется по телефонным проводам.
Обрабатывающий центр работает на предприятии потребителя. Установленные на нём датчики фиксируют основные технологические параметры и параметры узлов станка. В случае проблемы с оборудованием потребитель обращается к фирме-изготовителю и по телефонным проводам перекачивает информацию со своего компьютера в компьютер фирмы-изготовителя (как по интернету). Переданная по телефону инф-ия в виде протокола измерений поступает в базу данных и служит исх. инф-ей для реализации расчётных моделей. Выполнение расчётов и анализ инф-ии, имеющейся в базе данных, позволяет сделать диагноз причины дефекта. Если это сделать не удаётся, то существуют спец. диагностич. программы для отдельных узлов станка(привода, шпинделя, инструмента, системы смазки и др.)
 Подобранная
диагностич. программа по телефону
передаётся потребителю, который
тестирует станок по полученной программе.
Результаты тестирования опять по
телефону передаются фирме –изготовителю,
где окончательно анализируются рез-ты
и ставится диагноз. Но эта система пока
не получила широкого распространения
из-за дороговизны.
Подобранная
диагностич. программа по телефону
передаётся потребителю, который
тестирует станок по полученной программе.
Результаты тестирования опять по
телефону передаются фирме –изготовителю,
где окончательно анализируются рез-ты
и ставится диагноз. Но эта система пока
не получила широкого распространения
из-за дороговизны.


Билет №4
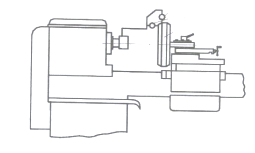
1.Испытания станка на холостом ходу
П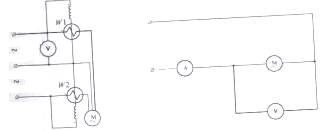 роверка
правильности функционирования
электрооборудования. Проверка
производится в режиме частых пусков,
остановок и реверсирования, проверка
всех скоростей, скорости перемещения
суппорта, проверка срабатывания приборов
безопасности. В режиме реверсирования
осуществляют ряд повторных циклов,
включающих прямое и обратное вращение,
между которыми делают остановку.
Измеряют мощность на холостом ходу.
Если в приводе используется трехфазный
двигатель переменного тока, то измеряемая
мощности = алгебраической сумме показаний
ваттметров
роверка
правильности функционирования
электрооборудования. Проверка
производится в режиме частых пусков,
остановок и реверсирования, проверка
всех скоростей, скорости перемещения
суппорта, проверка срабатывания приборов
безопасности. В режиме реверсирования
осуществляют ряд повторных циклов,
включающих прямое и обратное вращение,
между которыми делают остановку.
Измеряют мощность на холостом ходу.
Если в приводе используется трехфазный
двигатель переменного тока, то измеряемая
мощности = алгебраической сумме показаний
ваттметров
 .Если
в приводе используется двигатель
постоянного тока, мощность определяется
.Если
в приводе используется двигатель
постоянного тока, мощность определяется
 .Перед
проведением измерений проводят
предварительный разогрев станка потом
- построение зависимости мощности
холостого хода от частоты вращения
шпинделя. Характеристика- ломаная
линия. Более точно-балансировочные
машины.
.Перед
проведением измерений проводят
предварительный разогрев станка потом
- построение зависимости мощности
холостого хода от частоты вращения
шпинделя. Характеристика- ломаная
линия. Более точно-балансировочные
машины.
Температурные деформации станка. Схема измерений:
На суппорте соосно со шпинделем устанавливают стальной диск 1, имеющий точные измерительные пояски, а на шпинделе станка, на специальной оправке, укрепляют быстросъемную державку, несущую два индикатора 2 и 3.Этот способ измерения теплового смещения шпинделя не может дать высокую точность измерений, так как установить повторно индикаторы 2 и 3 точно так же, как и первоначально не выполнимо.
Проверка уровня вибрации и шума станка.
В отверстие 1 устанавливают оправку 2. Датчик относительных колебаний 3 закрепляют на столе, его измерительный наконечник контактирует с оправкой. При оценке уровней вибрации на рабочем месте станочника и шума, возникающих при работе станков на холостом ходу, проводят измерения в октавных полосах частот. Эти полосы характеризуются нижней и верхней частотами, а также их среднегеометрической частотой:

Измерения шума проводят шумомерами в точках, указанных в технической документации. Акселерометр измеряет вибрации. Измеряем там, где оператор контактирует со станком. Колебания необходимо измерять по 3-ем осям, а затем выбирают max и сравнивают со стандартом .При измерении шума- микрофон там, где оператор. Измерение одно без направлений.