

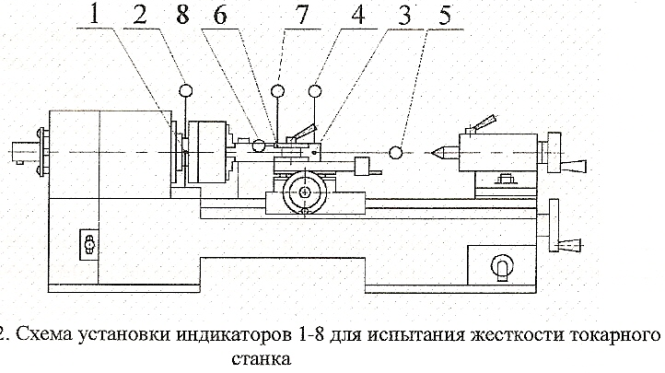
1 Проверка станка на соответствие нормам статической жесткости
Испытания жёсткости станков заключ. в составлении баланса жёсткости отдельных узлов или всего станка.
В
станке - короткая оправка. В резцедержательную
головку устанавливают динамометр.
Динамометр упирается в оправку. ИЧ
устанавливается на станине чувствительным
концом на оправку в противоположном
направлении от д инамометра.
Перед измерением создаем нагрузку,
сбрасываем и так несколько раз, чтобы
система пришла в среднее состояние.
Процесс стохастический. После –
измерения ступенями. Получаем кривую
результатов измерений. Теперь разгрузка
– аналогично. Измерения проводят
несколько раз. Потом статистическая
обработка По данным строится
нагрузочно-разгрузочная хар-ка. Хар-ка
может характеризовать величину зазора
или натяга. Если соединений много, то
по хар-ке определяем, что больше влияет
– соединения с зазором или натягом.
инамометра.
Перед измерением создаем нагрузку,
сбрасываем и так несколько раз, чтобы
система пришла в среднее состояние.
Процесс стохастический. После –
измерения ступенями. Получаем кривую
результатов измерений. Теперь разгрузка
– аналогично. Измерения проводят
несколько раз. Потом статистическая
обработка По данным строится
нагрузочно-разгрузочная хар-ка. Хар-ка
может характеризовать величину зазора
или натяга. Если соединений много, то
по хар-ке определяем, что больше влияет
– соединения с зазором или натягом.
Измер-ие жёсткости производится по координатам Х, У, Z токарного станка. Индикаторы 1 и 2 производят измерение смещения шпинделя при действии имитирующей нагрузки; 3и 4 – измерение смещения правого торца детали по тем же осям, что 1 и 2. Индикатор 5 измеряет смещение правого торца по оси Z; 6, 7, 8 – смещение резцедержательной головки.
Баланс упругих перемещений позволяет выявить наиболее слабые эл-ты станка.
2.Испытания шпиндельных узлов на станке методом т раекторий
На станке прецизионная оправка 2, правый конец оправки поддерживался конусом пиноли. На оправке закрепляли обрабатываемую деталь 3. деталь обрабатывали резцом 6, закрепленным в резцедержательной головке 5. На шпиндельной бабке 1 станка и его станине закрепляли кронштейн 7, в котором установлены четыре вихретоковых датчика 4. Два датчика располагаются слева от детали под углом 90° друг к другу, при этом один из них лежит в плоскости, проходящей через вершину резца. Два других датчика располагаются справа от обрабатываемой детали аналогично предыдущим. Наконечники всех датчиков 4 взаимодействуют с поверхностью оправки 2, возникают сигналы, которые усиливаются в усилителе и подаются на катодный осциллограф. На экране осциллографа в декартовой системе координат строились траектории оси детали.
Н а
рис.10.3 траектории оси заготовки при
работе станка на холостом ходу. Чем
больше частота, тем больше траектория,
так как повышается центробежная сила.
а
рис.10.3 траектории оси заготовки при
работе станка на холостом ходу. Чем
больше частота, тем больше траектория,
так как повышается центробежная сила.
Р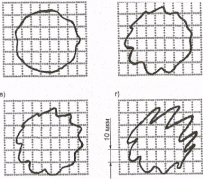 ис.
10.5 При увеличении глубины резания на
траектории возникают выбросы. Из-за
этого снижение качества поверхности.
ис.
10.5 При увеличении глубины резания на
траектории возникают выбросы. Из-за
этого снижение качества поверхности.
При увеличении глубины резания, размеры траекторий оси заготовки и вершины резца увеличиваются в своих размерах. Хотя в описанном эксперименте не были записаны колебания резца, но уже на основании (рис. 10.5, г) можно с уверенностью говорить о том, что на обработанной поверхности возникает явно выраженная волнистость, у которой вершины и впадины будут соответствовать выбросам и спадам на траектории