

1.Температурные деформации фрезерных станков.
Полная темпер деформация фрезерного станка состоит из 2 слагаемых – деформация станины и деформация шпиндельной бабки. Стол станка и консоль в процессе работы почти не нагреваются. Деформации станины (увеличивает детали) и шпиндельной бабки (уменьшает детали) направлены в разные стороны.
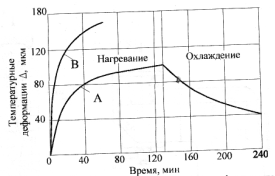
На графике – зависимость темпер деформации станка, измеренные на вершине зуба фрезы от времени работы при х.х. (кривая а) и при нагрузке (кривая б). Правая часть А-период охлаждения, Б-под нагрузкой деформации инетенсивнее из потерь от трения. Охлаждение сначала быстро потом медленнее. Вылет пиноли-большое влияние на деформации. Деформации при нагревании сильно зависит от скорости вращения шпинделя.
2. Геометрический образ в продольном сечении поверхности.Экспериментальные исследования:
1-резцедержательная головка, 2-салазки, 3- резец, 4-заготовка, 5датчик, 6- угольник. Для того чтобы избежать влияния прогиба детали на на показания датчика 5, его устанавливают под углом 90гр к плоскости прогиба детали под действием силы резания.
Геометрический образ. Для определения отклонения профиля продольного сечения ∆оппс строится прилегающий профиль, который имеет форму правильного прямоугольника. Величина отклонения профиля продольного сечения - max расстояние между геометрическим образом продольного сечения и прилегающим профилем.
Отклонение профиля продольного сечения: максимальное отклонение образующей прилегающего цилиндра до геометрического образа.
Отклонение от цилиндричности: максимальное значение отклонения профиля продольного сечения по всем сечениям. Все сечения – центр не совпадает, следовательно отклонение от соосности. Индикатором ведем вдоль всей детали – радиальное биение.
3. Способы борьбы с погрешностями, возникающими при тепловом изменении станка.
Корпус шпиндельной бабки деформируется и перемещается относительно станины (вверх и от оператора). След-но ось шпинделя перемещается в пространстве, точим конус. Чтобы избежать этого, было предложено устройство (2 датчика фиксируют перемещение задней бабки и оси шпинделя), передают сигналы на обрабатываемое устройство. Если сигналы не соот-ют друг другу, идет сигнал на толкатель. Толкатель компенсирует смещение, двигая заднюю бабку. Диаметр детали увеличивается. Есть коррекция на уменьшение детали на заданную величину. СМ СТЕНД СЛЕВА ОТ СТЕНДА №20. (устройство для компенсации теплового смещения оси шпинделя токарного станка).
Билет №15
1 .Проверка правильности функционирования электрооборудования.
П роверка производится в режиме частых пусков, остановок и реверсирования, проверка всех скоростей, скорости перемещения суппорта, проверка срабатывания приборов безопасности. В режиме реверсирования осуществляют ряд повторных циклов, включающих прямое и обратное вращение, между которыми делают остановку. Измеряют мощность на холостом ходу. Если в приводе используется трехфазный двигатель переменного тока, то измеряемая мощности = алгебраической сумме показаний ваттметров .Если в приводе используется двигатель постоянного тока, мощность определяется .Перед проведением измерений проводят предварительный разогрев станка потом - построение зависимости мощности холостого хода от частоты вращения шпинделя. Характеристика- ломаная линия. Более точно-балансировочные машины.
 Потери
на трение в механических передачах
могут быть определены с пом. балансирного
э/д 1, у которого статор поворачивается
в специальных опорах 2, а передаваемый
крутящий момент может быть уравновешен
с помощью грузов 3 и динамометра 4.
Потери
на трение в механических передачах
могут быть определены с пом. балансирного
э/д 1, у которого статор поворачивается
в специальных опорах 2, а передаваемый
крутящий момент может быть уравновешен
с помощью грузов 3 и динамометра 4.
Определение времени разгона и торможения шпинделя производится по осциллограммам.