

Билет №11
Индуктивные преобр-ли.
В индуктивных приборах исп-ся св-во катушки изменять свое реактивное сопротивление при изменении параметров, определяющих индуктивность L. Для получения возможно большей индуктивности катушку выполняют с магнитопроводом из ферроманитного материала. Сопротивление такой катушки:
Z=Ra+jwL
Ra-сопротивление катушки постоянному току
j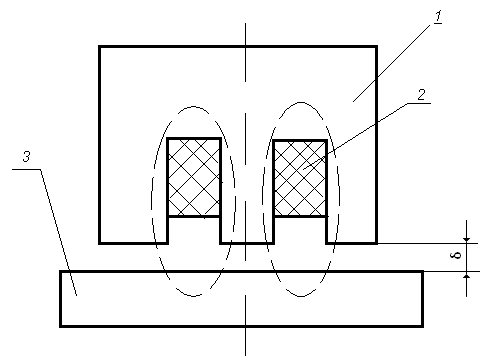 wL-индуктивное
сопротивление
wL-индуктивное
сопротивление
1-неподвижная часть
2-катушка
3-якорь
Уст-во, преобразующее лин. перемещения в изменения электрического параметра z c помощью описанной катушки, называется индуктивным преобразователем.
Индукт. датчиков с встроенным предуселителем позволяют упростить измерит. С-му, повысить точность измер-й перемещ-й и исп-ть комп для обработки экспериментальных данных.
Испытания податливости суппорта
Д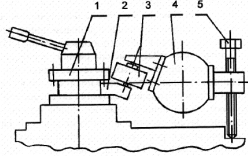 ля
экспериментального измерения податливости
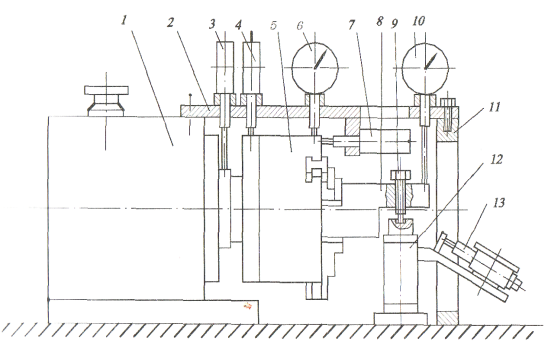
используется установка на рис. Состоит
из нагрузочной и измерительной частей.
Нагрузочная (корпус 4 с 2 мя рычагами,
винт 5, резец 2 и динамометр 3). Корпус
установлен в центрах станка, в один из
рычагов ввинчен винт, упирающийся в
станину. Усилие на суппорт передаются
с помощью рычага. Он через динамометр
давит на резец, закрепленный в
резцедержательной головке. Измерительная
часть – устройство для измерения
перемещений шпинделя. Вращением винта
создаем нагрузку и контролируем ее
динамометром. Увеличиваем ее ступенчато,
а затем ступенчато разгружаем. Потом
статистическая обработка, потом
нагрузочно-разгрузочная характеристика.
ля
экспериментального измерения податливости
используется установка на рис. Состоит
из нагрузочной и измерительной частей.
Нагрузочная (корпус 4 с 2 мя рычагами,
винт 5, резец 2 и динамометр 3). Корпус
установлен в центрах станка, в один из
рычагов ввинчен винт, упирающийся в
станину. Усилие на суппорт передаются
с помощью рычага. Он через динамометр
давит на резец, закрепленный в
резцедержательной головке. Измерительная
часть – устройство для измерения
перемещений шпинделя. Вращением винта
создаем нагрузку и контролируем ее
динамометром. Увеличиваем ее ступенчато,
а затем ступенчато разгружаем. Потом
статистическая обработка, потом
нагрузочно-разгрузочная характеристика.
Расчет показателей точности в поперечном сечении
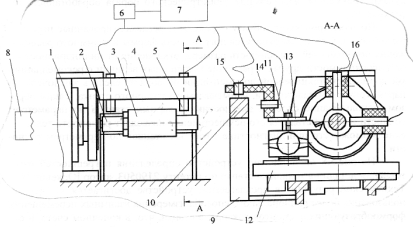
СТЕНД.
В основу определения геометрического образа в поперечном селении заложeнa формула определения расстояния между двумя точками лежащими па плоскости:
Это - обобщенная функция геометрического образа при токарной обработке. Определив текущие координаты Хдj и Удi, и траекторию режущей кромки Хрj н Урi и подставив их в формулу (17.1) можно определить форму обрабатываемой поверхности детали.
 Хд
и Yд
и Хр и Yр
составляют величины, измеряющиеся
десятками микрометров. Величины Dдет
составляет десятки миллиметров. Отсюда
в уравнении (17.1) первый член на порядки
больше второго, а это значит с
незначительной погрешностью можно
пренебречь вторым членом но малости.
Перемещение по Y
не влияет на точность обработки.
Подчитали далее для точек радиусы,
после переходим к построению: строим
теоретическую окружность, находим
центр и проводим лучи через 3, 6 градуса,
получаем геом. образ, он не дает
показателей точности. Чтобы их определить:
определяем новый центр сечения. Для
этого строим прилег. окружность, получаем
текущие радиусы. Переходим к расчету
показателей точности:
Хд
и Yд
и Хр и Yр
составляют величины, измеряющиеся
десятками микрометров. Величины Dдет
составляет десятки миллиметров. Отсюда
в уравнении (17.1) первый член на порядки
больше второго, а это значит с
незначительной погрешностью можно
пренебречь вторым членом но малости.
Перемещение по Y
не влияет на точность обработки.
Подчитали далее для точек радиусы,
после переходим к построению: строим
теоретическую окружность, находим
центр и проводим лучи через 3, 6 градуса,
получаем геом. образ, он не дает
показателей точности. Чтобы их определить:
определяем новый центр сечения. Для
этого строим прилег. окружность, получаем
текущие радиусы. Переходим к расчету
показателей точности:
1) Dкругл=rmax-rmin
2) Dразм.= Dmax-Dmin
3) Dовал.=max(D-D)
Билет №12