

Билет №1
1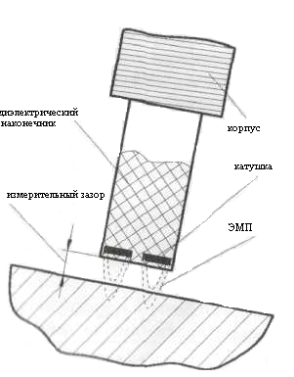 .
Вихретоковые
датчики (ВД) - для бесконтактных измерений
перемещений объектов, изготовленных
из любых токопроводящих материалов.
.
Вихретоковые
датчики (ВД) - для бесконтактных измерений
перемещений объектов, изготовленных
из любых токопроводящих материалов.
Вихретоковые датчики используются для измерения перемещений в пределах 0,5-80 мм и имеют разрешающую способность 0,05-8 мкм.
Метод вихревых токов характеризуется большой точностью, универсальностью и быстродействием. Кроме того, устройства, реализующие этот метод, обладают хорошими динамическими характеристиками и высокой помехоустойчивостью. Частотный диапазон измерений составляет от 1 Гц до 100 кГц
Драйвер преобразует активное и индуктивное сопротивление в электрический сигнал, осуществляет его линеаризацию и масштабирование.
Входной параметр ВД – величина зазора между торцом пробника и электропроводящим объектом. Выходной сигнал, пропорциональный измеряемому зазору, может быть представлен в виде напряжения, тока или в цифровом формате.
Приоритетной областью использования вихретоковых измерителей является контроль осевого смещения и поперечного биения валов больших турбин, компрессоров, электромоторов, в которых используются подшипники скольжения.
2. Программные нагрузочные устройства (ПНУ). Для воспроизведения рабочих нагрузок, действующих на детали и узлы станка, применяют ПНУ. Программный метод испытаний предусматривает управление нагрузками, как в пространстве, так и во времени. Управление программными нагрузочными устройствами осуществляется по программе, заложенной в компьютер, с применением обратной связи для контроля за отработкой программы нагружения. Накопление и хранение результатов производится в памяти компьютера с выводом данных на печатающее устройство и дисплей.
К автоматизированным нагрузочным устройствам предъявляются следующие требования:
- создание всех видов силовых воздействий, которые испытывает шпиндельный узел при обработке заготовки, а именно тормозного момента, радиальной и осевой силы, а так же центробежной силы инерции;
- создаваемые внешние воздействия должны меняться по направлению в пространстве и во времени с частотой, соответствующей изменению этих нагрузок при реальном резание металла;
- достаточная простота и малые габариты, позволяющее размещать их на испытательном оборудование;
- просто и быстро устанавливается на станке и снимается с него;
- управление от компьютера;
- по надежности превосходит испытываемое оборудование;
- не высокая стоимость, а на их привод должен расходоваться минимум электроэнергии.

3. Испытания станка в статическом состоянии.
Проверка точности станка – включает 17 проверок:
1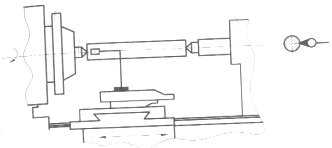 )
проверка прямолинейности продольного
перемещения суппорта в горизонтальном
положении.
Наконечник ИЧ упирается в боковую
образующую оправки и направлен к ее
оси перпендикулярно образующей.
Результат: max-min=
- отклонение от прямолинейности. В
вертикальной плоскости ИЧ нет надобности
устанавливать.
)
проверка прямолинейности продольного
перемещения суппорта в горизонтальном
положении.
Наконечник ИЧ упирается в боковую
образующую оправки и направлен к ее
оси перпендикулярно образующей.
Результат: max-min=
- отклонение от прямолинейности. В
вертикальной плоскости ИЧ нет надобности
устанавливать.
2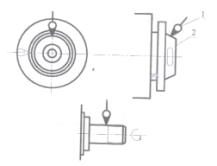 )
проверка
радиального биения центрирующей
поверхности шпинделя передней бабки
под патрон.
Отклонение – нб алгебраическая разность
показаний ИЧ. Нужно производить проверку
для положения ИЧ в плоскости
формообразования.
)
проверка
радиального биения центрирующей
поверхности шпинделя передней бабки
под патрон.
Отклонение – нб алгебраическая разность
показаний ИЧ. Нужно производить проверку
для положения ИЧ в плоскости
формообразования.
3 )
проверка
осевого биения шпинделя передней бабки.
Отклонение – нб алгебраическая разность
результатов измерений.
)
проверка
осевого биения шпинделя передней бабки.
Отклонение – нб алгебраическая разность
результатов измерений.
4 )
проверка
торцевого биения опорного буртика
шпинделя передней бабки.
Измерения – в двух перпендикулярных
плоскостях в диаметрально противоположных
точках поочередно. Отклонение – нб
алгебраическая разность показаний ИЧ
в каждом его положении.
)
проверка
торцевого биения опорного буртика
шпинделя передней бабки.
Измерения – в двух перпендикулярных
плоскостях в диаметрально противоположных
точках поочередно. Отклонение – нб
алгебраическая разность показаний ИЧ
в каждом его положении.
5 )
проверка
радиального биения конического отверстия
шпинделя передней бабки.
Проверяется у торца, или на длине L.
Измеряют сначала в одном сечении, потом
ИЧ перемещается на гостированную
величину L
и аналогично. Результат – показания в
1 сечении меньше, чем во 2. Отклонение –
нб алгебраическая разность показаний
ИЧ в каждом его положении.
)
проверка
радиального биения конического отверстия
шпинделя передней бабки.
Проверяется у торца, или на длине L.
Измеряют сначала в одном сечении, потом
ИЧ перемещается на гостированную
величину L
и аналогично. Результат – показания в
1 сечении меньше, чем во 2. Отклонение –
нб алгебраическая разность показаний
ИЧ в каждом его положении.
6)
проверка
// оси вращения шпинделя передней бабки
п родольному
перемещению суппорта.
Измерения – по 2м диаметрально
противоположным образующим оправки.
Эта проверка – только для горизонтального
положения ИЧ.
родольному
перемещению суппорта.
Измерения – по 2м диаметрально
противоположным образующим оправки.
Эта проверка – только для горизонтального
положения ИЧ.
7)
проверка
// оси конического отверстия пиноли
задней бабки перемещению суппорта.
Заднюю бабку с полностью вдвинутой
зажатой пинолью устанавливают на
р асстоянии,
большем или = D
от торца шпинделя до торца пиноли и
закрепляют. Суппорт перемещают в
продольном направлении на длину L.
Проверка только для горизонтального
положения индикатора.
асстоянии,
большем или = D
от торца шпинделя до торца пиноли и
закрепляют. Суппорт перемещают в
продольном направлении на длину L.
Проверка только для горизонтального
положения индикатора.
Билет №2