

3. Технологічна частина
3.1. Виготовлення монтажної плати
Для виготовлення плати користуємось фоторезистивним методом – найточніший спосіб для домашніх умов.
У програмі Eagle, у якій зроблено електронний макет готової друкованої плати, виводимо на друк зображення. Зображення повинно має масштаб 1:1, і роздруковане в дзеркальному відображенні (Рис.34).
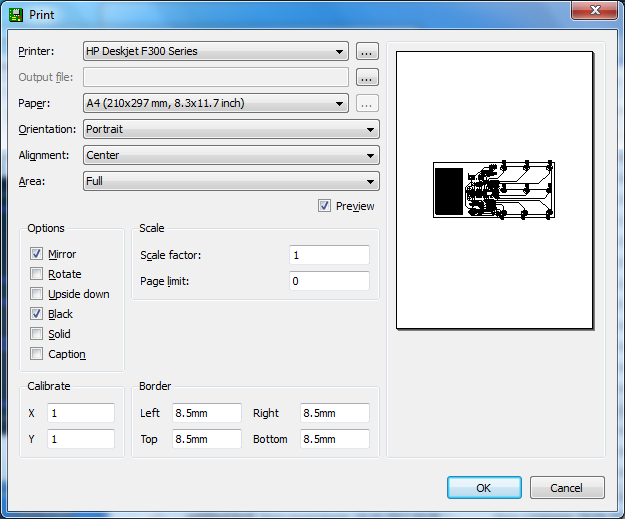
Рис.34. Параметри друку
Як носій зображення використовуємо прозору фотоплівку. При роздрукуванні підбираю параметри принтера так, що б припікшись тонер був якомога чорніший (в опціях принтера повинна стояти «плівка»).
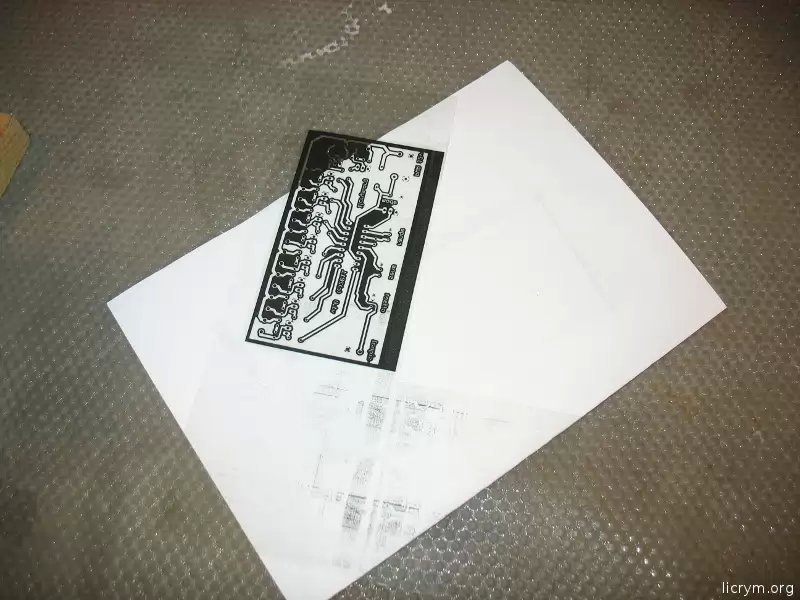
Рис.35. Роздрукований фотошаблон
З усіх країв заготовки не повинні стирчати задирки. Поверхня повинна бути очищена від оксидної плівки і знежирені за допомогою легкого очищувача (спирту). Допускається очищення засобами на водній основі. Останнім етапом очищення є промивка поверхні дистильованою водою. Важливо, щоб після цього поверхня була ретельно висушена. Очищена плата (Рис.36) повинна сохнути в чистому приміщенні, де немає пилу.
Рис.36. Очищений склотекстоліт
Після етапу очищення, на мідну підкладку друкованої плати, що знаходиться в горизонтальному положенні, з відстані 20 см наноситься аерозоль. Лак чутливий до ультрафіолетового світла і отже необхідно уникати прямого сонячного світла, і яскравого освітлення.
Після нанесення лакової плівки необхідно негайно висушити її в темряві. Температура сушіння повинна поступово збільшуватися до + 70 ° С і зберігатися на такому значенні приблизно 15 хвилин.
Експонування
Прозорий носій з малюнком розводки ДП повинен бути акуратно горизонтально, щільно і без складок розміщений на мідній підкладці друкованої плати (Рис.37). Практично, якщо використовуються лампи, що знаходяться на відстані 25-30 см, час експозиції може становити від 60 до 120 секунд. Перед експонуванням рекомендується прогріти лампи протягом 3 хвилин.
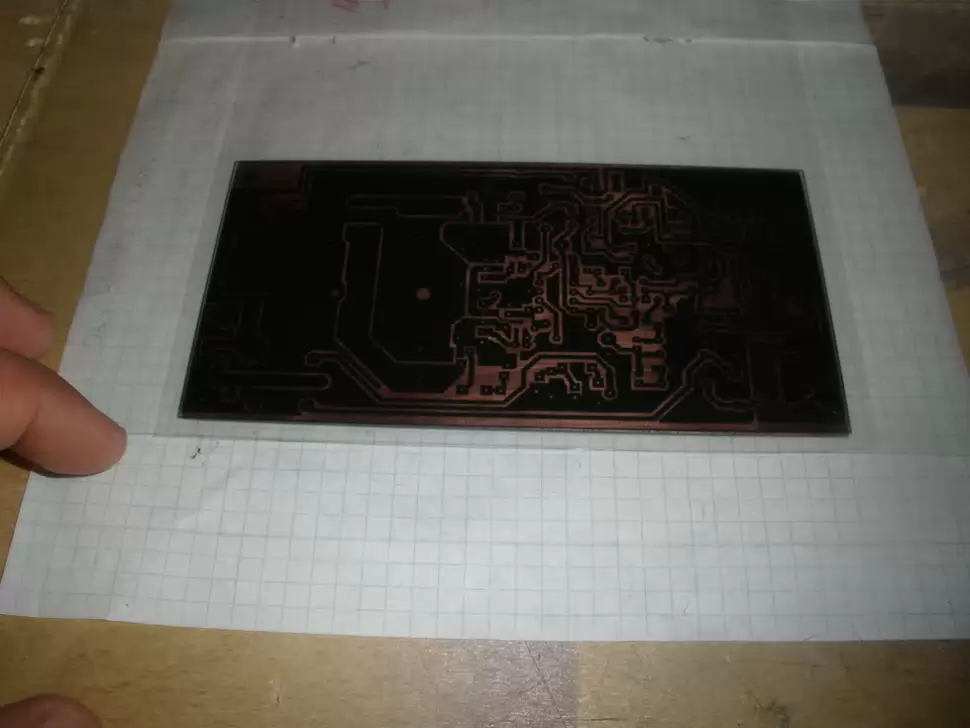
Рис.37. Підготовка до експонування плати
Проекспоновану плату необхідно проявити (обробити) шляхом занурення її на 60 секунд у водний розчин гідроксиду натрію при температурі навколишнього середовища (Рис.38). Проекспонований лак розчиниться. Проявочний процес може бути доповнений невеликим помішуванням вмісту ванночки з розчином гідроксиду натрію. Після обробки необхідно ретельно промити плату водою.

Рис.38. Проекспонована плата
Травлення (розчинення) мідних і латунних поверхонь проводиться в розчині хлорного заліза (Рис.39). Необхідний на процедуру час становить від 30 до 60 хвилин. Полегшити процес травлення міді допоможе підігрів розчину до 40° С і його помішування. Після закінчення травлення необхідно ретельно промити вироби під струменем проточної води.

Рис.39. Травлення друкованої плати.
3.2. Монтаж елементів на плату
Перед монтажем друкарські провідники і контактні майданчики необхідно підготувати до паяння - очистити від оксидної плівки і забруднень. Якщо монтаж ведеться відразу після виготовлення друкарської плати, то провідники досить протерти ватою, змоченою в спирті. Якщо ж з моменту виготовлення плати пройшло багато часу і металеве покриття потемніло (окислилося), то спочатку необхідно зачистити його до блиску дрібнозернистою шкіркою, а потім ретельно промити спиртом. Після знежирення на всі контактні майданчики друкарської плати пензликом наносять тонкий шар каніфольного флюсу. Радіоелементи і мікросхеми теж необхідно підготувати до монтажу і паяння. Для цього їх виводи формують (надають їм потрібну форму), обрізають до необхідної довжини, зачищають і лудять.

Рис.40. Монтаж елементів на плату
Формування виводів роблять для того, щоб, по-перше, привести у відповідність відстані між ними і контактними майданчиками, по-друге, щоб запобігти відшаруванню друкарських провідників і майданчиків при необережному натисненні на корпус елементу. Формування можна виконати за допомогою пінцета, мініатюрних плоскогубців, круглогубців або нескладного пристосування.
Оскільки міцність зчеплення фольги з платою невелика і при нагріванні зменшується, то при паянні з'єднань на друкарській платі необхідно дотримуватися обережності не допускати перегріву, оскільки це може привести до відшарування провідників і майданчиків від плати. Для паяння слід застосовувати припой з низькою температурою. Потужність електричного паяльника при паянні цими припоями не повинна перевищувати 35-40 Вт.Для того щоб рука при монтажі не утомлювалася, паяльник утримується трьома пальцями під кутом, як звичайна авторучка. При цьому вибирають паяльник із прямим жалом. Виходячи із цієї методики, вага паяльника повинен бути мінімальним. Якщо необхідно виконати монтаж силових елементів схеми, то вибирається могутніший паяльник на 60.. 100 Вт із живленням 220 У. Потужні паяльники в процесі монтажу втримуються всією долонею, монтажна плата повинна бути закріплена в спеціальній підставці, а монтуючий елемент монтажу - установлений у необхідний отвір.
Для втримання плати з елементами використовується регульована підставка із затискачами для плати. Для того щоб виконати монтаж, місце пайки необхідно змочити флюсом, одною рукою піднести припій, а іншої - розпаяти його так, щоб він розтікся по поверхні плати й елементу монтажу. Час нагрівання й пайки необхідно звести до мінімуму, а у випадку нагрівання корпуса мікросхеми, зробити переривши. Іноді доводиться паяти дуже дрібні деталі. Для цього необхідно збільшувальне скло.
У практиці зустрічається припій із флюсом усередині, а також каніфоль і рідкий флюс. Для лудіння виводів елементів і виводів проводів краще використовувати каніфоль у підставці. Для пайки елементів і проводів на плату використовується рідкий флюс. Флюс можна виготовити самостійно.Флюс наноситься пензликом або через піпетку в кришці заливається на плату (Рис.41). Припайку необхідно пропаяти до висихання флюсу.
Рис.41. Покриття плати флюсом