Типовий технологічний марсшрут обробки деталі в ескізах
№ операції |
Найменування операції |
Ескізи |
005 |
Транспортна |
|
010 |
Фрезерування торців 249,7 і центровка з двух сторін одночасно |
|
015 |
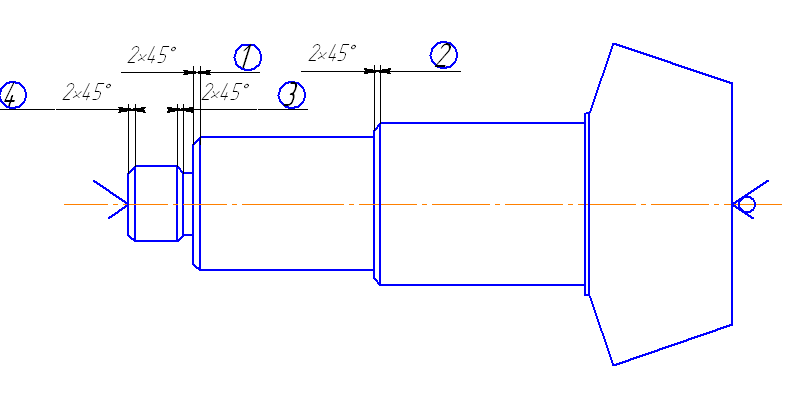
Обточування: М24×2; ∅48;∅60;∅75 з підрізкою торця |
|
020 |
Обтачування переднього конуса і ∅134 начорно |
|
025 |
Транспортна |
|
030 |
Нормалізація до твердості НВ 210-230 |
|
035 |
Дробоструменева |
|
040 |
Зачисна |
|
045 |
Свердління отвору ∅ під поводок |
|
050 |
Свердлильна (слюсарна) |
|
055 |
Підрізка торців |
|
060 |
Обтачування попереднього конуса під кутом 19° + 22` начисто |
|
065 |
Розтачування виточки під зубом |
|
070 |
Протачування канавок (галтель) і зняття фасок |
|
075 |
Шліфування ∅60 і торця |
|
080 |
Нарізка різьби М24×2 начисто |
|
085 |
Шліфування ∅48 (технологічний) |
|
090 |
фрезерування шліців 48С×42×8-0,017-0,04 |
|
095 |
Свердління отвору ∅5 |
|
100 |
Свердлильно слюсарна |
|
105 |
Перевірка розмірів |
|
110 |
Фрезерування 14 зубців m=6 начорно з припуском 1,2 мм на товщину зуба. Витримуючи розмір 134 |
|
115 |
Фрезерування вгнутої сторони 14 зубів m=6 під шліфування. Витримуючи розмір 134 |
|
120 |
Фрезерування випуклої сторони 14 зубів m=6 під шліфування. Витримуючи розмір 134 |
|
125 |
Зняття гострих кромок 0,7×45 по торцевому контуру з двух сторін |
|
130 |
Промивка деталі |
|
135 |
Перевірка елементів зубів |
|
140 |
Цементація h=1,0÷1,4 |
|
145 |
Термічна HRC 56…62 |
|
150 |
Доведення центрових гнізд |
|
155 |
Шліфування ∅48С і ∅60П; базового торця начисто |
|
160 |
Шліфування вісьми шліців ∅48С×∅42×8 |
|
165 |
Промивка деталі |
|
170 |
Первірка елементів зуба перед шліфуванням |
|
175 |
Шліфування вгнутої сторони 14 зубів m=6 начисто |
|
180 |
Шліфування випуклої сторони 14 зубів m=6 начисто |
|
185 |
Зняття гострих кромок 0,3×45° по торцевому контуру зубів з двух сторін |
|
190 |
Промивка деталі |
|
195 |
Контроль |
|
200 |
Комплетовка і прироботка з зчепленнм колесом, клеймування комплекта загальним номером |
|
205 |
Антикорозійна обробка |
|