

Поняття про допуск, поле допуску, основний вал і отвір, посадка, зазор (мінімальний, максимальний), натяг (мінімальний, максимальний), допуск посадки.
Дійсні розміри придатних деталей повинні знаходитися в допустимих межах, які у кожному конкретному випадку визначаються граничними розмірами або граничними відхиленнями. Звідси й походить таке поняття як допуск розміру.
Допуск
(![]() – загальне позначення,
– загальне позначення,
![]() – для отвору,
– для отвору,
![]() – для валу) дорівнює різниці найбільшого
і найменшого граничних розмірів
– для валу) дорівнює різниці найбільшого
і найменшого граничних розмірів
Для отвору: |
|
Для валу: |
|
або абсолютній величині алгебраїчної різниці верхнього і нижнього відхилень
Для отвору: |
|
Для валу: |
|
З даних формул найбільший і найменший граничні розміри дорівнюють сумам номінального розміру і відповідного граничного відхилення:
![]()
![]()
![]()
![]()
Допуск
завжди є додатною величиною незалежно
від способу його обчислення. На кресленнях
допуск указують тільки через граничні
відхилення, наприклад
![]() .
.
Графічне зображення допусків і відхилень дає змогу швидко визначити характер з’єднання деталей і полегшує виконання різних розрахунків, пов’язаних з точністю деталей і з’єднань. Розглянемо принцип графічного зображення допусків окремих деталей.
На
рис. а показано сполучення осі з корпусом.
У всіх придатних деталей, що поступають
на збірку, розміри поверхонь (рис. б), що
сполучаються, знаходяться в межах від
![]() до
до
![]() для отвору і від
для отвору і від
![]() до
до
![]() для валу. На графічному зображенні
допусків деталі, для яких будуються
схеми допусків, не викреслюють, замість
деталей на схемах позначають умовні
зображення отворів і валів без дотримання
масштабу (рис. б, в і г).
для валу. На графічному зображенні
допусків деталі, для яких будуються
схеми допусків, не викреслюють, замість
деталей на схемах позначають умовні
зображення отворів і валів без дотримання
масштабу (рис. б, в і г).
|
|
|
|
|
 а
а б
б в
в г
г
Сумістимо
контури отворів і валів (окремо),
виготовлених за граничними розмірами,
так, щоб співпали їх осьові лінії (рис.
в). Тоді дійсні розміри всіх придатних
деталей опиняться в зонах, обмежених
граничними розмірами. Сума цих зон,
розташованих симетрично щодо осі,
виражає допуски отвору
і валу
(![]() ).
Проте таке зображення допусків незручне.
Для спрощення і підвищення наочності
ескізів зручніше зображати зони допусків
отворів і валів цілком (рис. г). Для цього
граничні контури отворів і валів
сумістимо нижніми твірними. Тоді при
тих же розмірах допуски можна зобразити
зонами, розташованими між верхніми
твірними суміщених контурів.
).
Проте таке зображення допусків незручне.
Для спрощення і підвищення наочності
ескізів зручніше зображати зони допусків
отворів і валів цілком (рис. г). Для цього
граничні контури отворів і валів
сумістимо нижніми твірними. Тоді при
тих же розмірах допуски можна зобразити
зонами, розташованими між верхніми
твірними суміщених контурів.
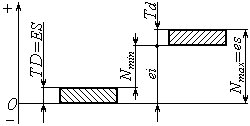
Типові приклади графічного зображення допусків, відхилень, номінальних і граничних розмірів та інших параметрів точності отворів і валу показані на рис. д.
 д
д
Ці схеми побудовані на основі викладеного принципу. Масштаб при побудові таких схем витримати не можна, оскільки допуски на обробку деталей в сотні і тисячі разів менше номінальних розмірів. Тому горизонтальні лінії, що визначають граничні розміри , , , проводять на довільних відстанях від нижньої лінії, що є нижньою твірною суміщених контурів отворів або валів.
Крім
того, проводять горизонтальну лінію
![]() ,
так звану нульову лінію.
,
так звану нульову лінію.
Нульова лінія – лінія, положення якої відповідає номінальному розміру.
Від неї відкладають відхилення при графічному зображенні допусків і посадок; додатні – в одну сторону (наприклад, вгору), а від’ємні – в іншу (вниз).
На
схемах зазначають номінальний
![]() і граничні (
,
,
,
)
розміри, граничні відхилення (
і граничні (
,
,
,
)
розміри, граничні відхилення (![]() ,
,
,
)
поля допусків і інші параметри.
,
,
,
)
поля допусків і інші параметри.
Поле допуску – поле, обмежене верхнім і нижнім відхиленнями.
Поле допуску визначається величиною допуску і його положенням щодо номінального розміру. При графічному зображенні поля допусків показують зонами, які обмежені двома лініями, проведеними на відстанях, відповідних верхньому і нижньому відхиленням (рис. д).
Положення поля допуску щодо номінального розміру або нульової лінії визначається одним з двох відхилень – верхнім або нижнім, яке називають основним.
У системі допусків і посадок за основне відхилення прийняте менше з двох відхилень за абсолютним значенням, тобто найближче до нульової лінії. Для схеми, показаної на рис. д, основними відхиленнями є: для поля допуску – отвору – нижнє відхилення ; для поля допуску валу – верхнє відхилення .
Граничні відхилення відкладають від нульової лінії, а їх чисельні значення цілком визначають величину і положення поля допуску щодо цієї ж лінії. Ця обставина дозволяє застосувати більш простий спосіб графічного зображення полів допусків – через одні відхилення (рис. є). На таких спрощених схемах не зазначають номінальні і граничні розміри. Положення нульової лінії завжди відповідає кінцю вектора номінального розміру, який умовно направляють знизу вверх. Завдяки цьому спрощені схеми можна викреслювати в масштабі; вони є простішими і компактнішими, ніж схеми на рис. д.
 є
є
Механізми всіх машин і приладів складаються з деталей, що сполучаються, і складальних одиниць. Характер з’єднань повинен забезпечувати точність положення або переміщення деталей і складальних одиниць, надійність експлуатації, простоту ремонту машин і приладів, тому конструкції з’єднань можуть бути різними і до їх характеру можуть висуватися різні вимоги.
У одних випадках необхідно отримати рухоме з’єднання із зазором, в інших – нерухоме з’єднання з натягом.
Зазором
![]() називають різницю розмірів отвору і
валу, якщо розмір отвору більше розміру
валу, тобто
називають різницю розмірів отвору і
валу, якщо розмір отвору більше розміру
валу, тобто
![]() (рис. а).
(рис. а).
|
|
 а
а б
б
Натягом
![]() називають різницю розмірів валу і отвору
до збірки, якщо розмір валу більше
розміру отвору
(рис. б).
називають різницю розмірів валу і отвору
до збірки, якщо розмір валу більше
розміру отвору
(рис. б).
При
подібному співвідношенні діаметрів
і
натяг можна вважати від’ємним зазором,
тобто
![]() .
.
Зазори і натяг забезпечуються головним чином співвідношенням розмірів поверхонь, що сполучаються, – посадкою.
Посадка – це характер з’єднання деталей, що визначається величиною зазорів або натягів.
Посадки із зазором характеризуються граничними зазорами – найбільшим і найменшим.
Найбільший
зазор
![]() дорівнює різниці найбільшого граничного
розміру отвору і найменшого граничного
розміру валу:
дорівнює різниці найбільшого граничного
розміру отвору і найменшого граничного
розміру валу:
![]()
![]()
Найменший
зазор
![]() дорівнює різниці найменшого граничного
розміру отвору і найбільшого граничного
розміру валу:
дорівнює різниці найменшого граничного
розміру отвору і найбільшого граничного
розміру валу:
![]()
![]()
Середній
зазор
![]() – напівсума найбільшого і найменшого
зазорів:
– напівсума найбільшого і найменшого
зазорів:
![]()
До
посадок із зазором відносяться також
посадки, в яких нижня границя поля
допуску отвору співпадає з верхньою
границею поля допуску валу. У цих посадок,
як у всіх посадок із зазором поле допуску
отвору розташовується над полем допуску
валу, але
![]() .
.

Посадки з натягом. Посадки з натягом характеризуються граничним натягом.
Для утворення натягу діаметр валу до збірки обов’язково повинен бути більше діаметру отвору. У зібраному стані діаметри обох деталей в зоні сполучення зрівнюються. Це означає, що збірка здійснюється в результаті пружних деформацій матеріалу, і деталі з’єднуються нерухомо.
Найбільший
натяг
![]() дорівнює різниці найбільшого граничного
розміру валу і найменшого граничного
розміру отвору:
дорівнює різниці найбільшого граничного
розміру валу і найменшого граничного
розміру отвору:
![]()
![]()
Найменший
натяг
![]() дорівнює різниці найменшого граничного
розміру валу і найбільшого граничного
розміру отвору:
дорівнює різниці найменшого граничного
розміру валу і найбільшого граничного
розміру отвору:
![]()
![]()
Середній
натяг
![]() –
напівсума
найбільшого і найменшого натягів:
–
напівсума
найбільшого і найменшого натягів:
![]()
Перехідні посадки характеризуються найбільшими зазорами і найбільшими натягами. У даній групі посадок поля допусків отвору і валу повністю або частково перекриваються.
Найбільший зазор перехідних посадок дорівнює різниці найбільшого граничного розміру отвору і найменшого граничного розміру валу:
Найбільший натяг перехідних посадок дорівнює різниці найбільшого граничного розміру валу і найменшого граничного розміру отвору:
Від’ємні зазори дорівнюють додатнім натягам і навпаки, тому для визначення в перехідній посадці значень і достатньо обчислити обидва граничні зазори або обидва граничні натяги. За умов правильного обчислення або обов’язково будуть від’ємними і за абсолютними значеннями дорівнюватимуть відповідно або .

Допуск
посадки
![]() дорівнює сумі допусків отвору і валу,
що утворюють з’єднання:
дорівнює сумі допусків отвору і валу,
що утворюють з’єднання:
![]()
Зі схеми
полів допусків посадки із зазором видно,
що
![]() .
Зазори змінюються в межах від
до
.
Відомо, що різниця граничних значень
розміру дорівнює його ж допуску. Таким
чином, різниця граничних зазорів дорівнює
допуску зазора
.
Зазори змінюються в межах від
до
.
Відомо, що різниця граничних значень
розміру дорівнює його ж допуску. Таким
чином, різниця граничних зазорів дорівнює
допуску зазора
![]() ,
тобто
,
тобто
![]() .
.
Допуск посадки із зазором – різниця найбільшого і найменшого зазорів:
![]()
Зі схеми
полів допусків посадки з натягом
аналогічно можна довести, що
![]() .
.
Допуск
посадки з натягом
![]() – різниця найбільшого і найменшого
натягів:
– різниця найбільшого і найменшого
натягів:
![]()
Допуск перехідної посадки:
![]()
Принципи побудови систем допусків і посадок для типових з’єднань деталей машин (система допусків і посадок, посадка в системі отвору, посадка в системі валу, одиниця допуску, квалітет, допуск для будь-якого квалітету).
Посадки всіх трьох груп із різними зазорами і натягами можна отримати, змінюючи положення полів допусків обох деталей, що сполучаються. Проте для зручності стандартизації посадок вибирають одну з деталей пари (отвір або вал) як основну. Розташування поля допуску цієї деталі залишається постійним, а характер посадки забезпечується зміною розташування поля допуску деталі, що сполучається з основною.

Основна деталь системи – деталь, у якої положення поля допуску не залежить від виду посадки.
Основний
отвір
– отвір, нижнє відхилення якого дорівнює
нулю
![]() .
.
У
основного отвору верхнє відхилення
завжди додатне і дорівнює допуску
![]() ;
поле допуску розташоване вище за нульову
лінію і напрямлене у бік збільшення
номінального розміру.
;
поле допуску розташоване вище за нульову
лінію і напрямлене у бік збільшення
номінального розміру.
Основний
вал
– вал, верхнє відхилення якого дорівнює
нулю
![]() .
.
У
основного валу
![]() ,
поле допуску розташоване нижче за
нульову лінію і напрямлене у бік зменшення
номінального розміру.
,
поле допуску розташоване нижче за
нульову лінію і напрямлене у бік зменшення
номінального розміру.
Залежно від того, яка з двох деталей, що сполучаються, є основною, системи допусків і посадок включають два ряди посадок:
посадки в системі отвору – різні зазори і натяги отримують з’єднанням різних валів з основним отвором;

посадки в системі валу – різні зазори і натяги отримують з’єднанням різних отворів з основним валом.

У машинобудуванні переважне застосування мають різноманітні посадки в системі отвору. Це пояснюється тим, що вали різної точності (навіть високої) можна обробляти і вимірювати універсальними інструментами – різцями, шліфувальними кругами, мікрометрами і т.д. Для обробки і вимірювання точних отворів застосовують спеціальні, дорогі інструменти (зенкери, розгортки, протяжки, калібри-пробки). Число комплектів таких інструментів, необхідних для обробки отворів з однаковим номінальним розміром, залежить від різноманітності граничних відхилень, які можуть бути призначені.
Припустимо, потрібно виготовити три комплекти деталей однакових номінальних розмірів і однакової точності для отримання посадок із зазором, натягом і перехідної.
У системі отвору граничні розміри отворів однакові для всіх трьох посадок і для обробки буде потрібно тільки один комплект спеціальних інструментів.
У системі валу граничні розміри отворів для кожної посадки різні і для обробки буде потрібно три комплекти спеціальних інструментів.
Завдяки тому, що для отримання різноманітних посадок в системі отвору потрібно значно менше спеціальних інструментів для обробки отворів, ця система в машинобудуванні має переважне застосування.
Система допусків і посадок поширюється на розміри до 10000 мм. Даний діапазон розмірів поділяється на три групи: до 500 мм, понад 500 до 3150 мм, понад 3150 до 10000 мм.
Перераховані групи розмірів поділяються на основні та проміжні інтервали.
Для розмірів до 500 мм встановлено 13 основних інтервалів: до 3 мм, понад 3 до 6, понад 6 до 10, понад 10 до 18 мм і т.д. Починаючи з 10 мм основні інтервали додатково поділяються на проміжні.
Наприклад, в основному інтервалі понад 10 до 18 мм є два проміжних – понад 10 до 14 мм, понад 14 до 18 мм.
Розміри понад 500 до 3150 мм поділяються на 8 основних і 16 проміжних інтервалів, а розміри понад 3150 до 10000 мм – на 5 основних і 10 проміжних.
Точність розмірів визначається допуском – із зменшенням допуску точність підвищується, і навпаки.
Одиниця
допуску
![]() виражає залежність допуску від
номінального розміру і служить базою
для визначення стандартних допусків.
У системі допусків і посадок одиницю
допуску,
виражає залежність допуску від
номінального розміру і служить базою
для визначення стандартних допусків.
У системі допусків і посадок одиницю
допуску,
![]() ,
обчислюють за формулами:
,
обчислюють за формулами:
для розмірів до 500 мм:
![]() (3.1)
(3.1)
для розмірів понад 500 до 10 000 мм:
![]() (3.2)
(3.2)
де
![]() – середній діаметр інтервалу в
– середній діаметр інтервалу в
![]() .
.
У даних формулах перший доданок враховує вплив похибок обробки, а другий – вплив похибок вимірювання і температурних погрішностей.
![]() ,
,
де
![]() і
і
![]() – більший і менший розміри інтервалу.
– більший і менший розміри інтервалу.