

44. Центрифуги
Залежно від установлення і закріплення форм центрифуги поділяють на осьові (шпиндельні), в яких торці форми кріпляться на передній привідній та задній опорній бабках; вільнороликові, в яких форма вільно спирається на опорні ролики; пасові, форма в яких підвішується на безкінцевих пасах, що перехрещуються і обгинають привідні та холості шківи. Через складність кріплення форм і неможливість формування довговимірних виробів осьові центрифуги застосовують рідко.
Форма 1 (рис. 7.73) вільнороликової центрифуги спирається на привідні ролики 2, які зв'язані між собою валами із зубчастими муфтами. Ці ролики, а отже, і форма, що лежить на них, отримують обертання від електродвигуна через клинопасову передачу 3. Підтримувальні ролики 4 встановлені на гідроциліндрах 5. Таке розміщення підтримувальних роликів дає змогу змінювати діаметр труб, що формуються. Щоб знизити рівень шуму під час роботи центрифуги, як опорні та підтримувальні ролики інколи використовують автомобільні балони.
У пасових центрифугах замість роликів використовують нескінченні паси, иаяких висить форма. Схему запасовування насів показано на рис. 7.74.
Центрифуги різних конструкцій застосовують для формування залізобетонних труб, що мають довжину 5...20 м і діаметр до 4...5 м. При формуванні виробів діаметром до 800 мм бетонну суміш укладають у форму до її встановлення на центрифугу. При формуванні труб великого діаметра форми заповнюють безпосередньо на центрифузі за допомогою спеціальних живильників, наприклад ложкових.
Для формування труб застосовують переважно пластичні бетонні суміші. В процесі їх виготовлення завдяки відцентровим силам із бетонної суміші відтискується зайва вода, яка витікає з форми у вигляді шламу. Такий процес надає свіжо відформованому виробу достатньої міцності для його транспортування у формі до камер тепловологої обробки.
Важливим параметром при формуванні труб є кутова швидкість, яка має бути змінною: для розподілу суміші (7.10) і її ущільнення (7.11). Через це в системі приводів центрифуги встановлюють коробки передач, варіатори, багатошвидкісні асинхронні двигуни, що дають змогу змінювати швидкість обертання центрифуги в процесі формування виробу. Ефективними для забезпечення такого режиму є електродвигуни постійного струму з транспортними регуляторами швидкості.
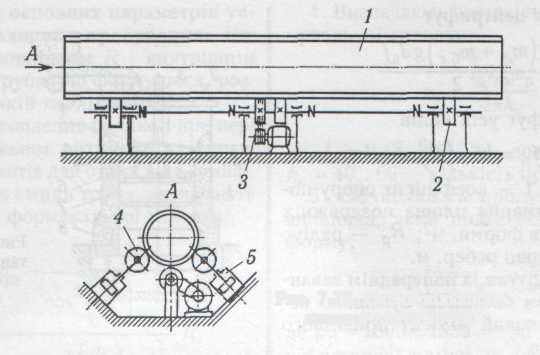 Рис.
7.73. Схема вільнороликової
центрифуги
Рис.
7.73. Схема вільнороликової
центрифуги
Розрахунок основних параметрів центрифуг виконують при заданих розмірах труб R, R1 і L у такій послідовності.
За виразом (7.10) визначають кутову швидкість р розподілу бетонної суміші, а за виразом (7.11) — кутову швидкість ущільнення у.

Обчислюють потужність, Вт, привідного електродвигуна, яка потрібна для роботи центрифуги в режимі ущільнення:
де Мт — момент тертя в опорах, Н м;
Мп — момент тертя форми об повітря, Н м; — ККД приводу.
Для роликових центрифуг

де D6, Dp — діаметр відповідно бандажа і опорних роликів, м; — кут між осями роликів; f = 7*10-3 — зведений до вала коефіцієнт тертя ковзання підшипника кочення; dB — діаметр вала під підшипниками кочення, м; f =5*10 коефіцієнт тертя кочення опорних роликів по бандажах.
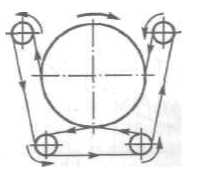
Рис. 7.74. Схема запасовування пасів у центрифузі
Для осьових центрифуг
Для центрифуг усіх видів
де k = 0,06...0,1 — коефіцієнт опору повітря; S — сумарна площа поздовжніх ребер і фланців форми, м2; Rp — радіус центра ваги площі ребер, м.
У центрифугах із попереднім завантаженням форм бетонною сумішшю перевіряють пусковий момент привідного електродвигуна
Мпуск= Мт+Мст ,
де Мст — статичний момент маси бетонної суміші, Н м, при її підніманні на кут 45°;
Мст
= 0,47 ,
,
де — центральний кут сегмента, в якому після завантаження у форму розміщується бетонна суміш. Значення р визначають за графіком (рис. 7.75). На цьому графіку по осі ординат
Отримане значення Мпуск має задовольняти нерівність Мпуск < Мдв,