

20. Робочі органи для розрівнювання, загладжування і опорядження збв
Найпоширенішими робочими органами, які не тільки роздають суміш у певні зони форм, а й розподіляють її, є плужковий (рис. 7.25, а) і гвинтовий (рис. 7.25, б). При русі плужка вздовж форми надлишок суміші переміщується в поперечному напрямі, зрізується, заповнює западини чи видаляється вбік. Можуть застосовуватися одно- і двосторонні або ввігнуті плужки. У разі обертання гвинтового бетонорозподільника з одно- чи двостороннім напрямом витків суміш розподіляється також за рахунок її поперечного розподілу. При цьому реверсування приводу дає можливість розподіляти суміш в обох поперечних напрямах.
Потреба у виготовленні виробів складної конфігурації із заповненням як широких, так і вузьких порожнин різного напряму привела до створення універсального розподільного засобу у вигляді найпростішої поворотної лійки з прямокутним вузьким і довгим випускним отвором (рис. 7.25, в). Маніпулюючи цією лійкою, яка рівномірно заповнюється сумішшю стрічковим чи вібролотковим живильником, можна досить точно розподілити суміш по всьому об'єму форми складного профілю.
При конвеєрному виробництві виробів певної ширини застосовують найпростіший ящиковий живильник, установлений на рівні висоти бортів форми (рис. 7.25, г).
Робочі органи, показані на рис. 7.25, а — г, забезпечують об'ємне дозування суміші в розмірах форм. На рис. 7.25, д наведено схему вібронасадка, який окрім розподілу суміші виконує її ущільнення і часткове загладжування. Корпус вібронасадка, підвішений до рами на пружинних підвісках, утворює нагромаджувач для бетонної суміші; завдяки вібрації корпусу суміш пластифікується і краще заповнює форму. На ущільнювальній частині корпусу встановлені вібратори спрямованої дії, кут нахилу яких вибирають залежно від жорсткості застосовуваної бетонної суміші. Вібронасадок завантажується стрічковим живильником так, що в нагромаджувачі під час формування підтримується певний рівень суміші. Цього досягають регулюванням положення заслінки за допомогою механізму піднімання ЇЇ. Поверхню формувальної панелі обробляє гладилка, яка переміщується в поперечному напрямі.
У ряді випадків застосовують вібронасадки у вигляді вібролійки з віброрешіткою (рис. 7.25, є) чи з глибинними вібраторами (рис. 7.25, є).
При безперервному формуванні виробів можна застосовувати вібропрокатний робочий орган із системою охоплених нескінченною стрічкою роликів, установлених на віброрамі з уклоном для поступового ущільнення рухомої стрічки суміші (рис. 7.25, ж).
Розподілення й ущільнення жорсткої бетонної суміші може забезпечуватися при використанні ящикового живильника з улаштованими в ньому непривід-ними роликами (рис. 7.25, з). Це досягається внаслідок зворотно-поступального руху живильника з роликами в поперечному напрямі відносно руху форми.
Безвібраційне розподілення і ущільнення жорстких розчинових сумішей здійснюють за допомогою відцентрового метальника (рис. 7.25, и), який має вигляд лопаті, що швидко обертається й інтенсивно підживлюється сумішшю стрічковим живильником. Для рівномірного розподілення бетонної суміші по перерізу залізобетонної труби, що формується вертикально, використовують віброкорпусний живильник (рис. 7.25, і). Суміш, яка подається на вершину конуса, під впливом спрямованої вібрації розподіляється по всій поверхні конуса і стікає у форму. Для одержання в процесі формування виробів із рівною і гладенькою верхньою поверхнею разом із розрівнювальними і ущільнювальними робочими органами застосовують спеціальні загладжувальні механізми, які монтують на бетоноукладачах.
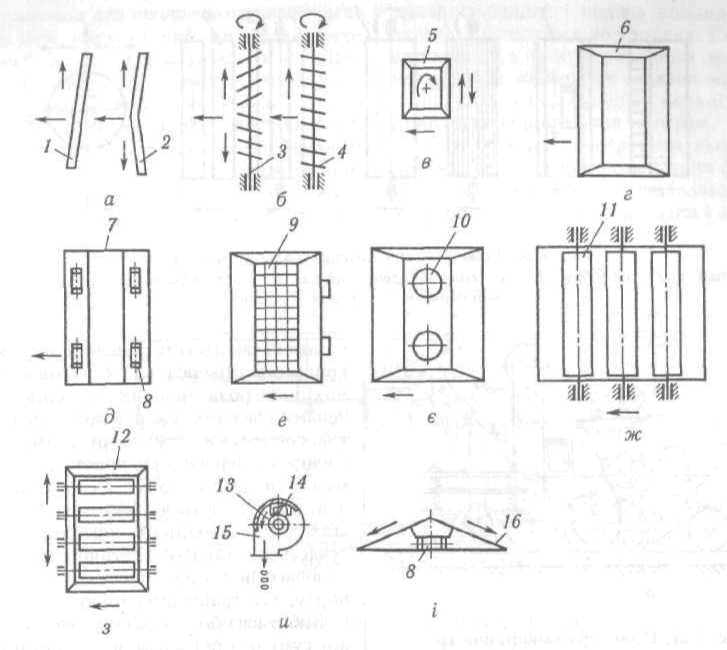 Рис.
7.25. Принципові схеми робочих органів
для роздавання і розподілення бетонної
суміші: а — плужкового тину; 6 — з
гвинтовим розподільником; в - із
поворотною лійкою; г — з ящиковим
живильником; д — з вібронасадком; е –
з війроящиковим живильником, обладнаним
віброрешіткою; є - з віброящиковим
живильником із внутрішніми
піднімально-опускними глибинними
вібраторами; ж - з вібропрокатним
роликовим пристроєм; і
-
з поперечно-роликовим ящиковим
живильником; н — відцентровий
метальник; і — з війроконусним
живильником; 1 - односторонній плужок;
2 — двосторонній плужок; 3 — двосторонній
гвинт; 4 — односторонній гвинт; 5 - лійка;
6 — ящик; 7 — вібронасадок; 8 — вібропривід;
9 - віброрешітка; 10 - глибинний вібратор;
11 - прокатні ролики; 12 - роликовий
ущільнювач; 13 - ротор; 14 - ківш; 15 - головка;
16 – конус
Рис.
7.25. Принципові схеми робочих органів
для роздавання і розподілення бетонної
суміші: а — плужкового тину; 6 — з
гвинтовим розподільником; в - із
поворотною лійкою; г — з ящиковим
живильником; д — з вібронасадком; е –
з війроящиковим живильником, обладнаним
віброрешіткою; є - з віброящиковим
живильником із внутрішніми
піднімально-опускними глибинними
вібраторами; ж - з вібропрокатним
роликовим пристроєм; і
-
з поперечно-роликовим ящиковим
живильником; н — відцентровий
метальник; і — з війроконусним
живильником; 1 - односторонній плужок;
2 — двосторонній плужок; 3 — двосторонній
гвинт; 4 — односторонній гвинт; 5 - лійка;
6 — ящик; 7 — вібронасадок; 8 — вібропривід;
9 - віброрешітка; 10 - глибинний вібратор;
11 - прокатні ролики; 12 - роликовий
ущільнювач; 13 - ротор; 14 - ківш; 15 - головка;
16 – конус
У загладжувальних механізмах і пристроях застосовують кілька робочих органів (рис. 7.26): рейки (бруси) зі зворотно-поступальним або коловим переміщенням у площині оброблювальної поверхні; циліндричні валки, що обертаються навколо горизонтальної осі з переміщенням уздовж оброблюваної поверхні; диски, що обертаються навколо вертикальної осі й забезпечують коловий рух у площині по оброблюваній поверхні. При зворотно-поступальному русі рейок (брусів) можуть утворюватися смуги. Валкові загладжувальні пристрої застосовують не тільки як навісне устаткування на формувальні машини, що монтується поперек напряму загладжування, а й як самостійні оздоблювальні машини.
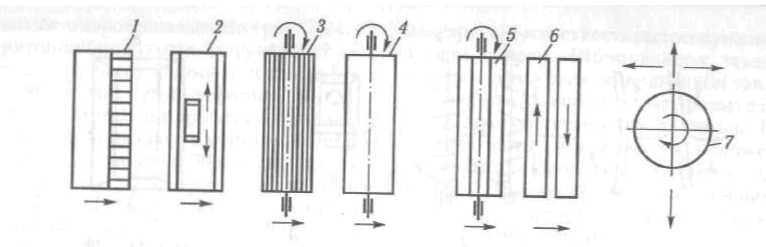
Рис. 7.26. Робочі органи загладжувальних механізмів
1 - шпатель: 2 - вібробрус: 3 - барабан з металевою щіткою; 4 - загладжу вальний барабан, 5 - лопатевий барабан; 6 - рейки; 7 – диск