

Современные задачи многомерного анализа в энцефалографии
.pdfК вопросу создания комплексной АСУ гальваническим производством
Чернокнижный Г.М. Чернокнижный С.Б.
Гальваническое производство (ГП), с точки зрения управления, характеризуется разнообразием технологических, организационных и информационных связей, непрерывно-дискретным характером производства, большим количеством возмущающих и регулирующих воздействий, высокой степенью взаимосвязанности быстро протекающих процессов.
Помимо названых – субъективных признаков данного вида производства, при создании проекта комплексной АСУ ГП необходимо учитывать объективные требования по созданию современных систем управления производством. А именно: экономия всех видов ресурсов, необходимых для реализации конкретного проекта (изделия) на производстве и непрерывная информационная поддержка его жизненного цикла. Указанный подход, получил название CALS-технологий (в отечественных источниках встречается ИПИ - «информационная поддержка жизненного цикла изделий») [1].
Исходя из концепции CALS-технологий, формулировать постановку задачи создания системы управления производством определенного изделия следует «сверху», справедливо исповедуя системный подход. Это неизбежно приведет к реструктуризации отдельных производственных циклов, а то и всего предприятия. Возможно это лишь в случае большого (прежде всего с точки зрения финансирования) заказа. Чаще предприятию приходится использовать существующие производственные мощности, производя минимальную модернизацию. Исполнение проекта АСУ в таком случае, если конечно не ограничиваться только системой управления информацией об изделии, будет базироваться на конкретных системах и средствах управления технологическими переделами. Это значит, что отдельные производственные циклы и гальваническое производство, в том числе, должны быть подготовлены в части:
•управления производством и его ресурсами
•проектирования технологических процессов
•подготовки производства
•собственно производства изделий
•учета, отчетности и анализа производственного цикла
•управления сервисом.
Для обеспечения конкурентоспособности изделий и возможности совместного использования технологий должно быть образовано единое информационное пространство в ходе жизненного цикла изделия. Это не противоречит, на наш взгляд, общему подходу к созданию комплексных АСУ, но накладывает дополнительные требования на быструю адаптацию и «включение» в производственный цикл нового изделия. Обеспечиваться это должно безбумажной технологией за счет применения связанных баз данных и компьютерных сетей. Так как изделие одного предприятия может являться сборочной единицей для изделия другого предприятия, необходимо учитывать это не только в формах входных и выходных документов, но и во всей документации на изделие, сопровождающей его жизненный цикл в составе «виртуального» предприятия. Очевидно, что для конкурентоспособности, следует использовать международные стандарты (а точнее – утвержденные государственные стандарты ГОСТ ISO STEP [2]) и соглашения, чтобы внутренний формат представления документации не приходилось затем транслировать, имея при этом искажения.
Гальваническое производство структурно можно представить в виде пяти подсистем:
314
•АС организационно-экономического управления
•САПР технологической подготовки
•АСУ ТП
•АСУ-Склад
•АСУ Очистки сточных вод.
АСУП
АСУ ГП
АС ОЭУ
САПР ТП |
|
АСУ-Склад |
|
|
|
АСУ ТП |
|
АСУ Очистки |
|
|
сточных вод |
|
|
|
Специфика ГП на предприятиях с мелкосерийным производством состоит в том, что поочередное покрытие деталей для одного изделия, приводит к не оптимальной загрузке оборудования. С другой стороны, оптимальность загрузки приводит к одновременной обработке деталей различных изделий, а это усложняет задачу информационной поддержки их жизненного цикла. Поэтому АСУ ГП, решая главную задачу - оптимизация работы своих отдельных участков и технологического цикла в целом, должна отвечать также требованиям CALS-технологий. Одним из инструментов, позволяющих решить эти задачи, как указывалось выше, может быть использование клиент-серверных технологий в современных СУБД.
СУБД исполняет запросы к данным, упорядочивает и классифицирует данные, сохраняет технологические и т.п. характеристики изделия, маршруты его прохождения, сопроводительную документацию, организует коллективную работу над проектом. В частности, широкие возможности по реализации структур клиент-серверных технологий в АСУ ГП предоставляет, на наш взгляд, СУБД Microsoft SQL Server 2000, занимающая лидирующее положение в информационных технологиях СУБД. Учитывая то, что SQL Server 2000 поддерживает идентификацию Windows, эта СУБД успешно работает в сетях ОС Windows 2000 [3].
База данных САПР ТП гальванического производства должна содержать следующие разделы (подсистемы):
•Проектирование
•Нормирование
•Техпроцессы
•Служебный
315
Раздел «Проектирование» содержит сведения о производственной системе, используемые для реализации функций проектирования типовых и единичных технологических процессов (ТТП и ЕТП), расчета норм расходов материалов на ТТП и проектирования приспособлений (подраздел CAD).
В разделе «Нормирование» находятся данные по нормированию ЕТП, стандартизированные нормативы времени и дополнительные данные, позволяющие провести уточненную идентификацию по каждой операции ЕТП.
Раздел «Техпроцессы» охватывает базу по всем техпроцессам (ТТП и ЕТП), как введенным при первоначальном формировании, так и сформированным в результате эксплуатации.
Служебный раздел содержит вспомогательную информацию для выполнения системой своих функций (формы документов, необходимую нормативную документацию, сообщения об изменениях, приказы и распоряжения, касающиеся гальванического производства и т. п.)
Раздел «Номенклатура» содержит базу деталей, обрабатываемых на гальваническом производстве с указанием их принадлежности к изделию, площадей поверхности, типов приспособлений, на которых производится обработка и емкости каждого приспособления.
САПР ТП, используя механизм управления базой данных, должен обеспечивать:
•расчет площади покрываемой поверхности
•расчет количества приспособлений, одновременно загружаемых в гальваническую ванну каждого типа (единичная загрузка)
•проектирование приспособлений
•формирование и ведение нормативно-справочной информации
•корректировка ТП
•проектирование ТТП и ЕТП
•расчет норм расхода материалов
•получение справок по базе данных и архиву ТП
•печать технологической документации.
Данные из САПР ТП должны использоваться АСУ-Склад и АСУ ТП. АСУ ТП традиционно решает следующие задачи:
•управление движением автооператоров гальванических линий
•контроль и регулирование параметров гальванических ванн.
Помимо информации из САПР ТП о типовых и единичных технологических процессах, АСУ ТП должна непосредственно взаимодействовать с АСУ-Склад, которая является для нее своего рода «информационной оболочкой». Из АСУ-Склад должен поступать оптимизированный график на обработку деталей с указанием временной последовательности обработки загрузок по определенным технологическим программам.
Вподсистеме оптимизации АСУ-Склад решаются следующие задачи:
•разбиение деталей по технологическим процессам
•подбор приспособлений для навешивания деталей по конструктивному признаку
•расчет количества деталей на приспособлении, необходимого числа приспособлений и общего количества загрузок в каждую ванну
•расчет площади поверхности каждой загрузки для подсистемы контроля и регулирования
•составление диспетчерского графика обработки загрузок на оборудовании (гальванических линиях).
Подсистема управления движением АСУ ТП должна:
316
•исполнять диспетчерский график, составленный в подсистеме оптимизации и сообщать результат в АСУ-Склад
•адаптивно реагировать на возмущающие воздействия, возникающие в процессе управления движением автооператоров (корректировка временных отрезков для ликвидации столкновений автооператоров)
•осуществлять взаимосвязь с подсистемой контроля и регулирования
•вести журнал обработки, необходимый для анализа качества деталей. Контроль и регулирование технологических параметров гальванических ванн
(уровень, температура раствора, плотность тока на деталях, концентрация компонентов и т.д.) осуществляется подсистемой, функционирующей в реальном времени (как и управление движением автооператоров). Если в задачах регулирования уровня и температуры проблем нет (кроме, разумеется, агрессивной среды), то регулирование плотности тока – задача нетривиальная в силу непостоянства площади загрузки, и сложной картины электрического поля во время электролиза. Кроме того, плотность d на некоторых процессах может задаваться не константой, а зависимостью d(t). Поэтому здесь должен использоваться алгоритм адаптивного управления с идентификацией, а в технических средствах – устройства цифро-аналогового преобразования для управления источниками постоянного тока гальванических ванн. В задачу этой подсистемы также входит информационная связь с АСУ очистки сточных вод для прогнозирования объема каждого вида стоков и, соответственно, расхода реагентов для нейтрализации. Для выполнения этой функции необходимо использовать статистические и расчетные данные о выносе электролита каждым типом приспособления в совокупности с данными о продолжительности операций промывки. Указанные сведения должны содержаться в базе САПР ТП, которая в этой части, должна динамически корректироваться по результатам эксплуатации.
АСУ-Склад является основной подсистемой АСУ ГП по учету деталей и контролю их движения в цехе. Именно здесь должен прослеживаться жизненный цикл конкретного изделия (деталей, проходящих гальваническую обработку и относящихся к одному изделию). Склад должен формировать данные для анализа деятельности ГП в целом и по каждому изделию в отдельности:
•временные характеристики отдельных циклов от поступления до выхода деталей
•объем покрытий по видам и по деталям
•дифференцированный учет брака и т.п.
Эта информация поступает в подсистему АС организационно-экономического управления (АС ОЭУ), где на ее основе формируется учетная, статистическая, аналитическая и управляющая информация по АСУ ГП, а также сопроводительная документация по изделию. Таким образом, данная подсистема выступает внешним интерфейсом АСУ ГП по отношению к смежным переделам и сопровождает изделие (его составляющие) во время прохождения цикла гальванообработки. Она формирует сводные документы для работы остальных подсистем ГП, а также данные для передачи
вАСУ предприятия. Основные задачи, решаемые АС ОЭУ ГП:
•стратегическое планирование производства с учетом поступающих заказов
•оперативное технико-экономическое планирование с формированием оперативных планов работ каждого участка
•контроль выполнения оперативных планов по этапам производственного цикла прохождения деталей и формирование отчетной документации для АСУП, в том числе, по изделиям
•анализ деятельности отдельных подсистем, участков, служб и всего ГП в целом
317
•управление процессами материально-технического снабжения.
АСУ Очистки большинства ГП представлялась отдельным контуром контроля и регулирования, связанного через склад только с АС ОЭУ по заказу и учету реагентов. Указанная выше связь с АСУ ТП дает возможность создать информационное поле для прогнозирования загрузки очистных сооружений в реальном времени, что позволяет избежать перегрузки отдельных контуров очистки и ликвидации предаварийных (с точки зрения экологии) ситуаций.
Функционирующая в данной постановке АСУ ГП отвечает требованиям быстрой реакции ГП на освоение новых изделий в современных условиях наметившейся тенденции роста промышленного производства.
Литература
1.Информационные технологии поддержки жизненного цикла машиностроительной продукции: Сборник научных трудов ЭНИМС/ Под ред. А.И. Левина.-М., 2003
2.Норенков И. П., Кузьмик П. К. Информационная поддержка наукоемких изделий. CALS-технологии. - М.: Издательство МГТУ им. Н. Э. Баумана, 2002. - 320с.
3.Лизенбардт М., Стиглер Ш. Администрирование SQL Server 2000. Полное руководство: Пер. с англ.- BXV, 2001.-400с.
318
ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ В УСЛОВИЯХ ВИРТУАЛЬНОГО ПРЕДПРИЯТИЯ
О.Ю. Дмитриева
Технологии комплексной компьютеризации сфер промышленного производства, важнейшими задачами которых является унификация и стандартизация спецификаций промышленной продукции на всех этапах жизненного цикла, называют CALS-
технологиями (Continuous Acquisition and Lifecycle Support). Основные спецификации представлены проектной, технологической, производственной, маркетинговой, эксплуатационной документацией. В CALS-системах предусмотрены хранение, обработка
ипередача информации в компьютерных средах, оперативный доступ к данным в нужное время и в нужном месте. Одна и та же конструкторская документация может быть использована многократно в разных проектах, а одна и та же технологическая документация – адаптирована к разным производственным условиям, что позволяет существенно сократить и удешевить общий цикл проектирования и производства [1].
Вследствие этого, за последние годы, современный рынок промышленных товаров
иуслуг претерпел существенные изменения. Товары перестали быть «локальными», их производство может быть организовано во многих точках мира. Появились новые формы кооперации в виде распределенных (виртуальных) предприятий, когда каждый этап производства выполняется в той стране и на том предприятии, где это наиболее выгодно.
Вобласти информационных технологий термин «виртуальный» характеризует компьютерные модели (геометрическая модель детали, узла, расчетная и сеточная модели, модели технологических процессов обработки, управляющие программы для станков с ЧПУ, модели потоков производственных заданий). Компьютерная модель не существует как физический объект, но является инструментом реального проектирования. Таким образом, использование новых информационных технологий приводит к тому, что проектные и организационные решения на предприятия принимаются на уровне моделей.
При этом реальные объекты и процессы становятся своего рода отображением виртуальных объектов и процессов. Это и позволяет говорить о виртуализации современного производства.
Применение термина «виртуальный» не только к объектам и процессам, но и к организационным производственным структурам обусловлено тем, что виртуальное предприятие не существует как юридическое лицо, но способно производить реальную продукцию [2]. Кратко, виртуальное предприятие определяется как кооперирование юридически независимых предприятий или частных лиц для обеспечения услуг (производства) на основе общего понимания бизнеса (экономических целей). Виртуальное предприятие – это временная межпроизводственная кооперация ряда юридически независимых предприятий, которая:
•Создается в короткий срок и поддерживается с помощью современных информационных технологий;
•Разрабатывает и производит актуальную продукцию или услуги путем интеграции возможностей участников;
•Обходится без новых юридических образований, которые заменяются гибкой координацией.
319
Техническими предпосылками появления виртуальных предприятий явились компьютеризация производства и информационная интеграция. Существуют еще и экономические не менее важные предпосылки.
Так как виртуальные предприятия определяются не по признакам собственности, а по результатам их деятельности, то идентификационную функцию для них выполняют производимая продукция и услуги. Можно выделить четыре типа организационных структур виртуальных предприятий:
1.Организатор виртуального предприятия не принимает непосредственного участия в производстве. Его задача – выпуск на рынок конкретного продукта в кратчайший срок. Для этого организатор осуществляет подбор производителей и налаживает связи между ними (связывает производителей в сети), а также реализует функции продаж и маркетинга. Создаваемые сети производителей носят название активных сетей.
2.Организатор не только подбирает партнеров для активной сети, но и участвует в ряде производственных процессов, стремится управлять подбором заказов. Он стремится также занять звенья цепочки производства ценностей, по тем или иным причинам оставленные крупными предприятиями. Расширяя сферу деятельности, организатор приобретает большую устойчивость по отношению к изменениям рынка. Этот тип виртуальных предприятий в машиностроении является наиболее распространенным. Процесс создания такого предприятия включает в себя такие этапы как: проектирование бизнес-проектов; привязка процессов к ресурсам, требующихся для их поддержки; привлечение ресурсов других компаний по контрактам; эксплуатация виртуальной организации.
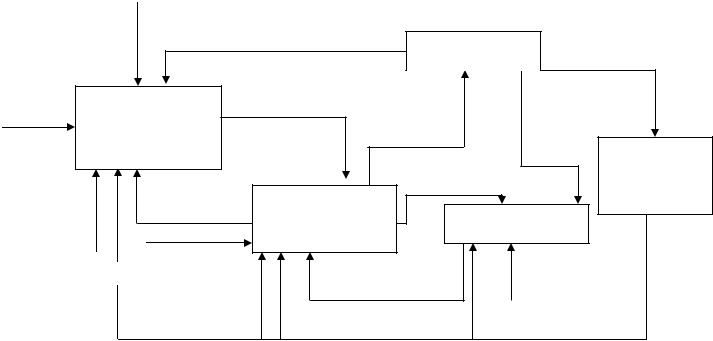
Проектирование бизнес-проектов состоит в графическом описании всего, требующегося для производства продукта и/или обеспечения намеченных услуг. К наиболее известным традиционным средствам построения моделей сложных систем относится методология SADT (Structured Analysis Design Technique) [3]. Она была создана в начале 70-х годов с целью унифицировать подходы к описанию сложных систем. В SADT-моделях используются как естественный, так и графический языки. Графический язык SADT обеспечивает структуру и точную семантику естественному языку модели. Предлагаемые методы построения функциональных моделей, где описание систем осуществляется с точки зрения выполняемых ими функций,
получили название методологии IDEF0. Располагая этими инструментами, можно описать графически каждую функцию, участвующую в процессе и все документы, которые будут использоваться. На рис. 1 представлен пример отношений между функциями и объектами в конкретной диаграмме, описывающей процесс производства. При этом каждый из указанных объектов может быть представлен как независимое и территориально отдельное предприятие или учреждение.
После того, как совокупность процессов полностью спроектирована, каждую функцию в каждом процессе необходимо привязать к определенному ресурсу. Так, в процессе изготовления изделия может понадобиться определенный вид технологического оборудования, – например, фрезерный станок с ЧПУ. Цель этого этапа заключается в том, чтобы определить необходимость станка и указать функции, которые он должен выполнять. Следующий этап заключается в том, чтобы конкретизировать ресурсы, т.е.
320
необходимо найти производственные ресурсы вне структуры предприятияорганизатора. При этом естественен выбор наилучшего поставщика для каждого ресурса с учетом ранее составленных спецификаций функций. В поиске поставщиков необходимых услуг большая роль принадлежит Internet. Нужно, однако, отметить, что использование сетей общего пользования существенно усложняет задачу обеспечения информационной безопасности. После того как все ресурсы определены, самым насущным вопросом становится способность руководства предприятия эксплуатировать сложный комплекс ресурсов, подконтрольных множеству различных и независимых организаций. При эксплуатации виртуального предприятия необходимо осуществлять контроль над тем, как каждый субъект выполняет свои контрактные обязательства.
3.Организатор создает определенную информационную и управленческую среду для включения производителей в активные сети. Тем самым создаются предпосылки для того, чтобы в короткий срок построить нужную активную сеть, так как, партнеры уже имеют опыт взаимных контактов и общие установки для совместной работы. В таких виртуальных предприятиях могут быть реализованы крупные проекты промышленного производства. Создаваемые информационно-управленческие структуры могут превратиться в настоящие инновационные пространства, где продавцы, поставщики и представители родственных областей будут обмениваться информацией о потребностях, технике технологиях.
4.В тех отраслях, где основная часть производства осуществляется с помощью обработки информации и знаний, благодаря современным информационным технологиям возникают структуры, которые можно назвать виртуальными рынками. Отношения между участниками этих предприятий возникают только через использование специальных информационных систем. В качестве примера виртуального рынка можно привести американский телекоммуникационный концерн MCL, который создал координируемую с помощью свода правил сеть из 9000 свободных инженеров-рационализаторов. MCL тестирует и оценивает рационализаторские предложения, после чего, оформляет перспективные достижения в готовые для продажи на рынке услуги.
Тем самым с помощью сети MCL создает для себя доступ к рынку идей, не имея при этом своего собственного рационализаторского отдела.
Виртуальные предприятия – это постоянный поиск наиболее выгодных и надежных партнеров для производства нужных изделий. Виртуальные предприятия могут постоянно перестраивать свою конфигурацию и структуру производственных процессов так, чтобы сохранять максимальную эффективность. Благодаря своей способности создавать и использовать самые новаторские идеи при меньших затратах и в более сжатые сроки, они сегодня, в развитых странах, уже составляют серьезную конкуренцию крупным традиционным предприятиям.
Важнейшим свойством виртуального предприятия любого типа является высокая организационная гибкость. Это означает, что в таком предприятии достигается быстрое соединение конкретных предприятий с определенной специализацией так, чтобы использовать текущие возможности рынка. Иными словами, виртуальное предприятие успевает вовремя произвести необходимое количество товаров или услуг и реализовать их на рынке при максимальном спросе на данный вид продукции.
321
|
В результате деятельности виртуальных предприятий в мире формируется более |
|||||||
динамичный, быстро развивающийся глобальный рынок, отличающийся широким |
||||||||
разнообразием товаров и услуг. |
|
|
|
|
|
|||
|
|
ТЗ |
|
|
|
|
|
|
|
|
Данные по закупкам СИ и материалов |
Снабжение |
Материалы |
|
|||
|
|
|
|
|
|
|||
ОСТы, |
|
Разработка |
Конструкторская |
|
|
|
|
|
|
документация |
|
|
|
|
|||
ГОСТы |
конструкторской |
|
Данные ведомости |
|
|
|
||
|
|
|
|
|
||||
СТП, ТУ |
|
документации |
|
|
материалов |
|
Материалы |
|
|
|
|
|
|
|
Технический |
||
|
|
|
|
|
Технологическая |
|||
|
|
|
|
|
|
контроль, |
||
|
|
|
|
|
документация |
|
испытание |
|
|
|
Технологический |
|
Разработка |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
контроль |
|
|
|
|
|
|
|
|
|
технологической |
|
Производство |
|
||
|
|
|
|
|
|
|||
|
|
|
|
документации |
|
|
|
|
|
ИТР |
ОСТы, ГОСТы, ТУ, |
|
Информация об оборудо- |
|
|
|
|
|
СТП |
|
|
|
|
|||
|
|
|
|
вании и инструменте |
|
|
|
|
|
|
ИТР |
|
|
|
Производственный |
|
|
|
|
|
|
|
персонал |
|
||
|
|
|
|
Проведение корректировки |
|
|
|
|
Рис. 1
Литература:
1.И.П. Норенков. «Основы автоматизированного проектирования», Москва, Издательсьво МГТУ им. Н.Э.Баумана, 2002.
2.Л.И. Зильбербург, В.И. Молочник, Е.И.Яблочников. «Реинжиниринг и автоматизация технологической подготовки производства в машиностроении», Компьютербург, СанктПетербург, 2003.
3.Марка Д. Мак-Гоуэн К. Методология структурного анализа и проектирования. М.: «Метатехнология», 1993.
322
ВЫРАЩИВАНИЕ, СПЕКТРОСКОПИЯ И ЭФФЕКТИВНАЯ ПЕРЕСТРАИВАЕМАЯ ГЕНЕРАЦИЯ КРИСТАЛЛОВ KYW:Yb:Tm
ВБЛИЗИ 1,9 МКМ. Ю.А.Гатчин, А.Н.Титов
Введение
Твердотельные лазеры с диодной накачкой (ТЛДН), работающие в спектральной области 2 мкм безопасной для сетчатки глаза, на основе твердотельных материалов, легированных ионами тулия, находят все более широкое применение, прежде всего в медицине, в основном из-за сильного поглощения в этой спектральной области водосодержащими средами. Лазерная хирургия на основе систем с такими лазерами осуществляется с минимальными термическими повреждениями тканей, что, в первую очередь, является существенным в офтальмологии. Прозрачность водяных паров и одновременное присутствие в этом диапазоне длин волн линий поглощения многих важных органических соединений позволяет применять такие лазеры в качестве источников излучения в лидарах для зондирования атмосферы и фотоакустической спектрометрии.
Лазерная генерация на ионах тулия с диодной накачкой уже изучена на ряде тулийсодержащих твердотельных сред [1-7] среди которых наилучшие свойства показал материал Tm:YAG. На этом кристалле достигнута рекордная дифференциальная эффективность генерации - 56% - на длине волны ~ 2.02 мкм [1]. К сожалению, для всех известных сред с ионами Tm3+ полоса накачки (780 – 800 нм) лежит в области более коротких длин волн по отношению к длине волны имеющихся мощных промышленных лазерных диодов, используемых для накачки неодимосодержащих твердотельных сред. С этой точки зрения Tm:GdVO4 среда выглядит предпочтительнее из-за более широкой полосы поглощения (770-820 нм) в сравнении с Tm:YAG. Однако эффективность генерации этого кристалла не такая высокая, как у иттрий-алюминиевого граната: при накачке Ti:Sp лазером на Tm:GdVO4 получена максимальная дифференциальная эффективность относительно поглощенной накачиваемой мощности не превышающая
21% [8].
Альтернативный путь избегнуть неудобной длины волны накачки - это использовать, материалы допированные ионами иттербия и тулия одновременно, где ионы иттербия играют роль сенсибилизатора. Недавно такая система на основе Yb,Tm:YLF4 была предложена для непрерывной генерации и генерации с пассивной модуляцией добротности на длинах волн 1.5 и 2.3 мкм [9]. В такой системе накачка поглощается ионами иттербия, а затем энергия переносится от ионов иттербия к ионам тулия. По сравнению с материалом, допированным только ионами тулия, реализуется возможность использовать диодные лазеры с длиной волны излучения, лежащей в области 960-980 нм..
Внашей работе представлены результаты исследований генерационных свойств новой лазерной среды для диодной накачки - Yb3+,Tm3+:KY(WO4)2 или Yb,Tm:KYW – которая может служить перспективным активным материалом ТЛДН. Калийгадолиниевый вольфрамат относительно легкий для роста материал, уже хорошо известен для применений в неодимовых и иттербиевых минилазерах, включая ВКР лазеры с самопреобразованием частоты [10-13]. Недавно на материале Tm:KYW получена генерация в области 1.9 мкм с дифференциальной эффективностью генерации 45% при накачке Ti:Sp лазером на 800 нм [14,15].
Внаших предыдущих исследованиях показано, что Yb,Tm:KYW кристалл обладает двумя сильными и широкими полосами поглощения удобными для диодной накачки промышленно производимыми лазерными диодами. Полоса поглощения между 770 и 815
нм с максимумом на 802nm (αpeak≈21cm-1 CTm=6ат%, E c) ассоциируется с переходом 3H4 → 3H6 в ионе Tm3+. Вторая полоса поглощения между 900 и 1000 нм с максимумом на 981
323