

3.2 Розробка технологічного маршруту механічної обробки деталі
3.2.1 Виявлення і аналіз розмірних зв’язків поверхонь деталі
Параметри точності і розмірні зв’язки поверхонь деталі показанні на рисунку 3.4.
Параметри точності та розмірні зв’язки поверхонь корпусу:
Точність розташування отвору М16-7Н мм.
Перпендикулярність отвору М16-7Н мм відносно торця корпуса 0,04/100 [4].
Перпендикулярність отвору М72-7Н мм відносно правого торця корпуса 0,04/100 [4].
Співвісність Б1 і Б2 отворів М16-7Н мм та М72-7Н мм і зовнішнього контура у двох координатних площинах.
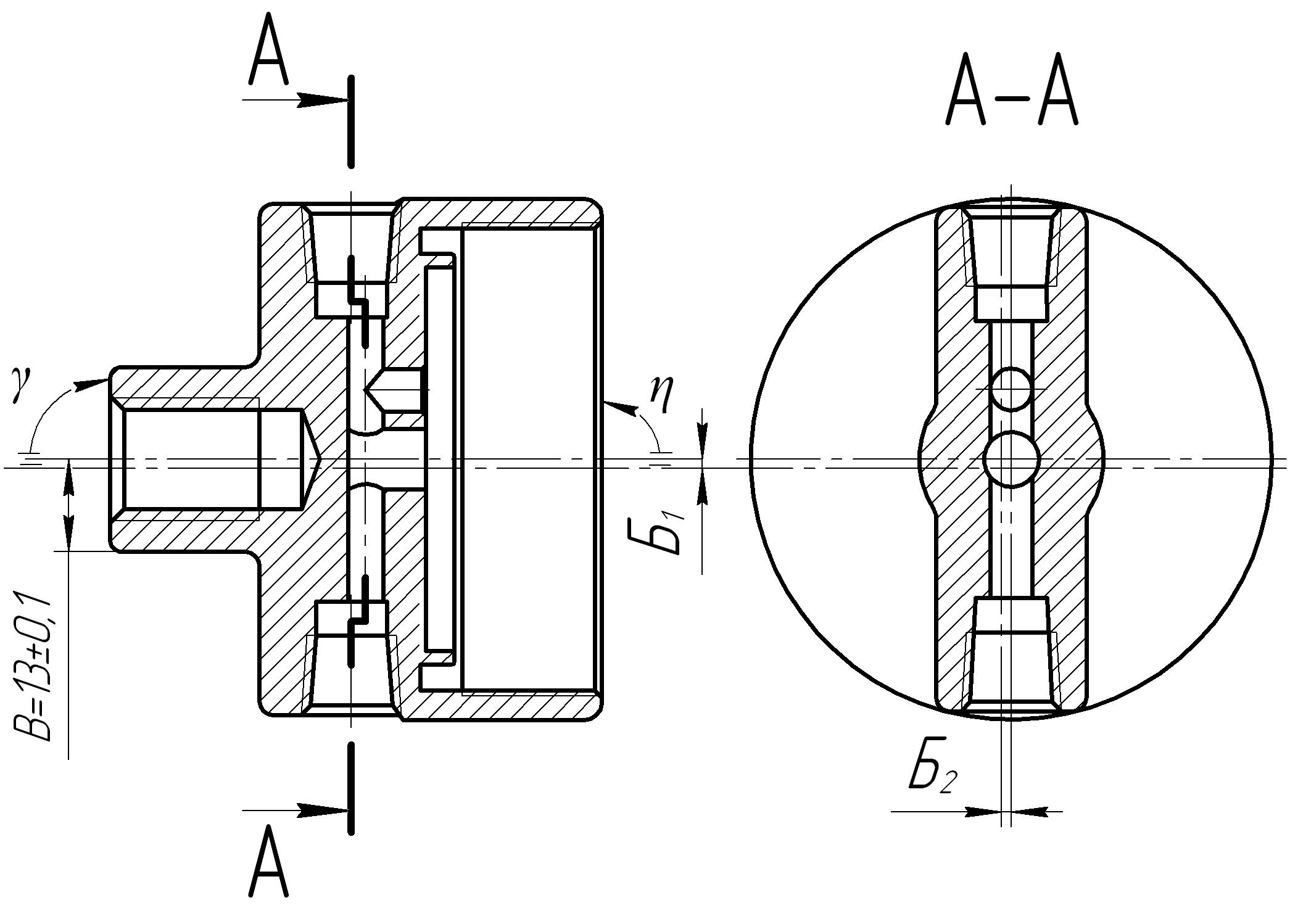
Рисунок 3.4 – Параметри точності і розмірні зв’язки поверхонь корпусу
3.2.2 Основні технологічні задачі
На підставі виявлених розмірних зв’язків і вимог до точності і якості поверхонь виявляються і формуються основні технологічні задачі, які вирішуються в процесі обробки. Правильне вирішення цих питань багато в чому обумовлює точність і економічність виготовлення деталі.
Основні технологічні задачі:
1. Забезпечити симетричність отвору Ø 70Н12 мм відносно зовнішнього
контуру;
1.1 Забезпечити вірне розташування осі отвору М16-7Н мм.
1.2 Забезпечити вірне розташування осі отвору М72-7Н мм.
2. Забезпечення точності взаємного розташування оброблених поверхонь.
2.1 Забезпечити точність форми і розмірів отворів М16-7Н мм та М72-7Н мм;
2.2 Забезпечити вірне розташування отвору М16-7Н мм відносно зовнішньої поверхні корпуса;
2.3 Забезпечити перпендикулярність прилеглих торців до вісей отворів;
2.4 Забезпечити необхідну точність нарізання різі М16-7Н;
2.5 Забезпечити необхідну точність нарізання різі М72-7Н;
3.2.3 Вибір методів і кількості переходів обробки поверхонь
Поставлені задачі досягаються комплексом методів обробки і відповідним базуванням заготовки. На даному етапі для всіх оброблюваних поверхонь за [5] вибираємо методи їх обробки, які дозволяють найкоротшім і найекономічнішим шляхом забезпечити потрібну точність і якість за всіма показниками.
Методи остаточної обробки всіх поверхонь заготовки і методи виконання проміжних операцій, визначають виходячи з вимог, які ставляться до точності і якості готової деталі, з урахуванням характеру вихідної заготовки і властивостей оброблюваного матеріалу.
Дані про методи обробки поверхонь корпусу редуктора наведені в таблиці 3.2.
Таблиця 3.2 – Методи та кількості переходів обробки поверхонь корпуса
Номер технологічної задачі |
Параметри |
Значення параметрів розмірів |
Можливі методи обробки |
|
Варіант 1 |
Варіант 2 |
|||
1 |
2 |
3 |
4 |
5 |
1.1,2.1,2.2,2.4 |
Розмір Шорсткість Концентричність |
М16-7Н мм Ra1,25 мкм 0,03 мм |
1-Свердління 2-зенкерування 3-розвертання чистове 4-розвертання тонке 5-нарізання різі |
|
1.2,2.1,2.5 |
Розмір Шорсткість Концентричність |
М72-7Н мм Ra1,25 мкм 0,03 мм |
Розточування: 1-чорнове 2-чистове 3-тонке 4-нарізання різі |
Розточування: 1-чорнове 2-чистове 3-шліфування 4-нарізання різі |
2.3 |
Розмір Шорсткість Перпендикулярність |
70±0,5 мм 3,2 Ra 0,04 |
Точіння: 1-чорнове 2-чистове |
Торцове фрезерування: 1-чорнове 2-чистове
|
2.3 |
Розмір Шорсткість Перпендикулярність |
30±0,3 мм 3,2 Ra 0,04 |
Точіння: 1-чорнове 2-чистове |
Торцове фрезерування: 1-чорнове 2-чистове
|