Ходовые винты. Назначение, технические условия, маршрут изготовления
Для преобразования вращательного движения винта в поступательное перемещение гайки в металлорежущих станках применяется механизм винт — гайка. Ходовыми называются винты механизмов, передающие с помощью гайки расчетные перемещения заданной точности.
Установлено пять классов точности ходовых винтов: 0; 1; 2; 3; 4-й. Класс точности выбирают с учетом назначения ходовых винтов.
Техническими условиями регламентируются допуски на шаг резьбы и накопленную ошибку шага, на средний диаметр резьбы, на половину угла профиля резьбы и на биение ходовых винтов.
Ходовые винты станков нормальной точности, не подвергаемые термической обработке, изготовляют из стали А40Г и 45 с присадкой 0,15—0,50% свинца. Ходовые винты для прецизионных станков 0 и 1-го классов точности, подвергаемые термической обработке на высокую твердость HRC>55, изготовляются из стали ХВГ или ХГ и из стали 65Г, обеспечивающей твердость HRC35—45.
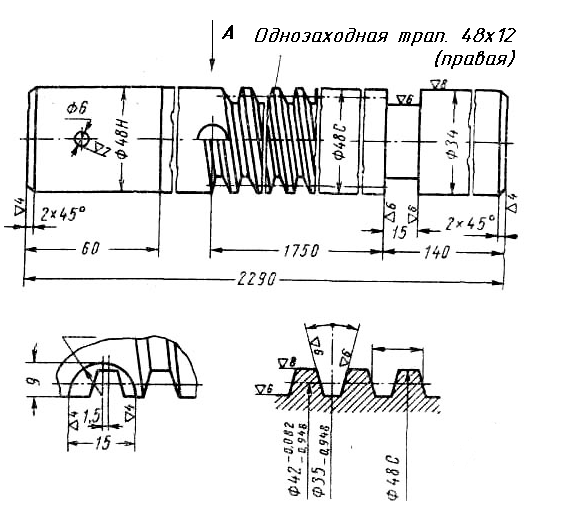
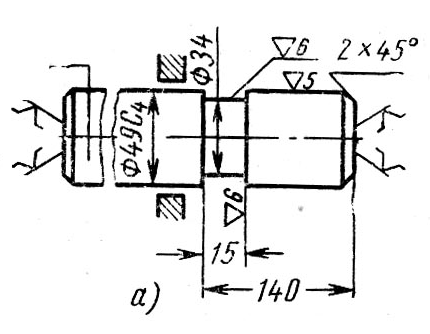
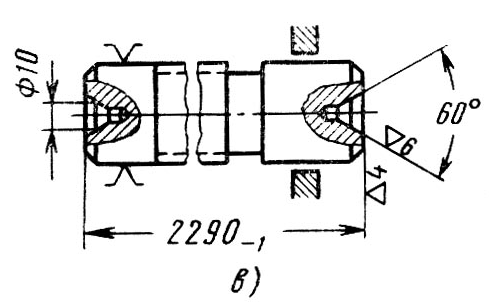
Рис. 74. Ходовой винт
Таблица 25
Технологический маршрут обработки ходового винта токарно-винторезного станка мод. 163
№ операции |
Эскиз |
Краткое содержание операций |
1 |
|
Отрезка заготовки диаметром 52 и длиной 2295 мм
|
2 |
|
Подрезка торцов в размер 2290 мм и центрование заготовки с двух сторон
|
3 |
|
Проверка заготовка на прямолинейность; биение не более 0,5 мм на всю длину; обтачивание под шлифование поверхности диаметром 48D, 48Н, 48С мм Чистовое обтачивание детали по диаметру 34 мм
|
4 |
|
Шлифование поверхностей диаметром 48D, 48С и 48Н до диаметра 48,6С3 мм
|
5 |
|
Черновое вихревое нарезание трапецеидальной резьбы; припуск 0,8 мм на сторону
|
6 |
|
Правка заготовки; биение не более 0,2 мм
|
7 |
|
Получистовое нарезание резцом трапецеидальной резьбы; припуск 0,4 мм на сторону: внутренний диаметр в размер. Правка, биение не более 0,1 мм |
8 |
|
Искусственное старение
|
9 |
|
Подрезка торцов в размер; исправление центровых отверстий
|
10 |
|
Чистовое шлифование поверхностей диаметром 48D, 48С и 48Н мм
|
11 |
|
Чистовое нарезание резцом трапецеидальной резьбы; снятие фасок на винтах резьбы
|
12 |
|
Запиловка захода и выхода резьбы
|