

Ремонт валов и шпинделей
В процессе эксплуатации чаще всего изнашиваются шейки шпинделя (места под подшипники), концевые отверстия, резьба и шпоночные пазы. Износ шеек во многом зависит от их качества. Если шейки незакаленные, износ их может быть значительным. Для восстановления шеек шпинделя (если это позволяет конструкция) их необходимо прошлифовать на меньший диаметр и притереть специальными притирами с пастой ГОИ. Если конструкция подшипников не допускает уменьшения диаметра шеек шпинделя, их необходимо проточить и на них посадить нагретые втулки с последующей обработкой. Меньший износ имеют закаленные и азотированные шейки. При восстановлении они подвергаются только шлифованию и доводке. После обработки необходимо проверить твердость наружного слоя на поверхности шеек, т. е. не снят ли он в процессе этих операций. Если шейки оказались мягкими, их восстанавливают хромированием (нанесением хрома до 0,01 — 0,03 мм). Можно также закаливать шейки т. в. ч. В процессе работы внутреннее конусное отверстие шпинделя изнашивается и теряет свою геометрическую форму. Для проверки конуса шпинделя применяют конусный калибр. Если конусное отверстие износилось мало, его шлифуют переносным приспособлением на месте, при этом полностью должна быть отремонтирована и собрана коробка скоростей и установлен электродвигатель. При такой технологии обработки можно получить высокую точность.
При значительном износе конусного отверстия его растачивают, запрессовывают втулку и вновь обрабатывают внутренний конус. Для восстановления изношенной резьбы на шпинделе необходимо прорезать ее, с последующим изготовлением по месту новых сопрягаемых гаек. Резьбу конца шпинделя для навинчивания патрона можно также прорезать, если резьба может быть нестандартной. Если же резьба должна быть стандартной, тогда шпиндель необходимо заменить. Производить наварку резьбы не рекомендуется, так как при ее нарезании редко удается получить хорошую поверхность.
Шпоночные пазы на шпинделе обычно разбиваются и изменяют свою форму. При восстановлении шпоночный паз делают шире и ставят нестандартную шпонку или, если это допускает конструкция, можно изготовить паз на новом месте.
Для упрощения обработки шпинделя и его проверки применяют специальную оправку (рис. 73, а). Ремонтируемый шпиндель надевают на оправку, которая имеет конус по размеру больший, чем конус шпинделя. С другой стороны, оправка стягивает шпиндель гайкой, имеющей на конце конус с контргайкой для фиксации. Один конец шпинделя устанавливают в четырехкулачковый патрон токарно-винторезного станка, а второй конец в люнет III (рис. 73, б).
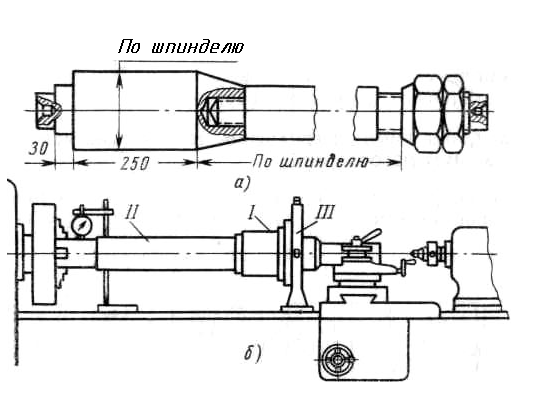
Рис. 73. Ремонт шпинделя: а – оправка со штревелем, б – центрование оправки
Установку и проверку производят по шейке I и по пояску для центрирования патрона II с помощью индикатора. Если поясок оказался недостаточно точный, можно центрировать по шейке I. После того как оправка сцентрирована, протачивают шейку и выступающий конец оправки в центрах токарного станка с последующим их шлифованием на круглошлифовальном станке. Оправка не вынимается из шпинделя до окончательной выверки ремонтируемого станка и служит для контроля положения оси шпинделя. После установки и выверки станка оправку удаляют, шпиндель устанавливают на место и в нем растачивают конусное отверстие.